Фреза. Виды и работа. Применение и ресурс. Особенности
Фреза – это режущий инструмент, который имеет одно или несколько зубьев. В зависимости от особенностей конструкции и жесткости материала, из которого сделана режущая кромка, фрезы применяются для обработки металлов, пластиков и древесины. Инструмент закрепляется в станках, обеспечивающих его быстрое вращение, что необходимо для обработки заготовок.
Фреза по металлу
Фрезы по металлу применяются для обработки стальных, чугунных, алюминиевых и прочих заготовок. Они делаются из быстрорежущей стали. Такие фрезы делают цельнолитыми или сборными.
По конструктивным особенностям инструмент бывает следующих видов:
- Дисковый.
- Торцевой.
- Цилиндрический.
- Угловой.
- Концевой.
- Фасонный.
- Червячный.
- Кольцевой.
Дисковые
Дисковая фреза применяется для обрезки заготовок, а также подготовки в них пазов. С ее помощью можно выбирать металл или снять фаску. Внешне такой инструмент напоминает обычный пильный диск, который можно встретить на циркулярной пиле. Единственным отличием является меньший диаметр и большая толщина. Также зубья диска для фрезерования размещены под другим углом. Качество обработки зависит от размера зубьев. Чем они крупнее, тем грубее работа. При этом высокие редкие зубья обеспечивают быстрый съем металла. Также они более эффективно выводят стружки, что снижает перегрев.
Торцевые
Торцевые фрезы применяются для обработки плоских поверхностей, на которых нужно создать ступенчатый переход или углубление. Рабочей частью инструмента является его торец. По принципу действия такая фреза приравнивается к обычному сверлу, но имеет больший диаметр. Обычно у таких инструментов имеется 6 режущих зубьев, что обеспечивает более скоростное вхождение в металл. Специальные канавки выводят стружки. Торцевая поверхность позволяет создавать углубление с плоским дном.
Цилиндрические
Цилиндрические фрезы похожи на дисковые, за тем исключением, что являются существенно шире. Их зубья могут быть прямыми или винтовыми. Матрицы с прямыми кромками используются для работы на узких поверхностях. Винтовые зубья более универсальные и зачастую могут работать с более твердыми металлами. Угол наклона зубьев обычно не превышает 45 градусов, поскольку это позволяет минимизировать биение на валу. Зачастую цилиндрическая конструкция предусматривает соединения на валу станка нескольких насадок, что необходимо при обработке более широких заготовок.
Угловые
Угловой тип предназначен для врезания в металл и создания наклонных поверхностей. С его помощью можно формировать такую выборку как ласточкин хвост. Данный инструмент позволяет делать круги, а также фигурные и продольные канавки на различных металлических поверхностях. Широкая часть режущей кромки может быть как внизу, так и вверху, что позволяет формировать нужное направление угла выборки в заготовке. Непосредственно уровень наклона режущей кромки и ее высота бывают различными и подбираются в зависимости от того, какую заготовку нужно получить.
Концевые
Концевая фреза также называется пальчиковой. Она представляет собой длинное сверло, имеющее около 5 режущих кромок. С их помощью создается глубокий паз. Обычно такой инструмент является монолитным, но бывают кромки с напайками. Такая конструкция обеспечивает легкую и быструю работу с твердыми металлами, такими как сталь и чугун. Получаемое углубление имеет плоскую форму. В том случае если оно должно быть скругленным, применяется сферическая конструкция концевых фрез.
Фасонные
Такие фрезы используются для обработки фасонных поверхностей. Сквозь такой инструмент протягивается длинная заготовка. В результате контакта ее боковая часть снимается и подгоняется под требуемые параметры. Данный инструмент является одним из самых тяжелых в производстве, поскольку требует особенного оборудования для заточки. Возобновить режущую кромку в домашних условиях довольно трудно, но выполнимо при наличии должного опыта и некоторых приспособлений.
Червячные
Червячные фрезы являются самыми широкими. Они позволяют проводить выборку с поверхности с большим захватом. Данный инструмент является одним из самых дорогих, поскольку имеет довольно крупные габариты. Его зубья могут насчитывать несколько десятков штук и более. По направлению витков такие насадки бывают левосторонние и правосторонние.
Кольцевые
Кольцевые фрезы знакомы большинству как корончатые сверла. Они предназначены для сверления листового металла. Внешне их конструкция напоминает трубку с зубьями, которая врезается в поверхность, создавая пустотелое кольцо. Диаметр кольца может существенно отличаться. Для точного позиционирования, в центре коронки находиться обыкновенное сверло, которое первым врезается в поверхность и обеспечивает центрацию.
Фреза по дереву
Для обработки древесины также применяются фрезы. В связи с тем, что данный материал является более мягким, режущий инструмент для строгания отличается меньшими габаритами и стоимостью. Также он является более высокооборотным. Такие насадки устанавливаются в ручные фрезеры или стационарные станки.
Фрезы, которые используются на деревообрабатывающих станках, внешне практически идентичные тем, что применяются для обработки металла. Единственное исключение заключается в том, что они сделаны из менее качественной стали, а также имеют другой угол заточки.
Насадки для станков делают следующих видов:
- Торцевые.
- Фасонные.
- Цилиндрические.
- Угловые.
- Дисковые.
- Концевые.
- Шпоночные.
Внешне фрезы для деревообрабатывающих станков полностью идентичны тем, что используются для резки металлов. Единственным исключением являются шпоночные фрезы, которые в металлообработке не применяются. Они относятся к категории двух зубчатых фрез, с помощью которых изготовляются соединительные пазы.
В связи с увеличением популярности ручных фрезеров, существенно возрос ассортимент концевых фрез, которые в них устанавливаются. Они отличаются не только по особенности режущей кромкой, но и по диаметру хвостовика. Он может представлять собой прут толщиной 6, 8 или 12 мм.
Типы фрез для ручного фрезера
Для ручного фрезера применяется следующие разновидности фрез:
- Кромочные.
- Пальчиковые.
- Для создания соединений.
- Специальные.
Группа кромочных фрез представляет собой практически идентичную конструкцию с торцевыми насадками, применяемыми для обработки металла. Они позволяют придать краям заготовки фигурный профиль. Их ножка имеет подшипник, который останавливает насадку при контакте с заготовкой, поэтому ограничивает углубление в древесину. Данная категория имеет самые разнообразные формы профиля и часто используется для декорирования столешницы. С их помощью можно делать фигурный вырез, выборку и создание сложной фаски.
Группа пальчиковых фрез внешне очень напоминают концевые, которые используются при обработке металла. С их помощью можно выбирать проушины и создавать глухие пазы. Боковые кромки обеспечивают большую высоту обработки. Такой инструмент зачастую является монолитным. Его форма может быть как прямой, так и скошенной в виде трапеции или клина. Такая насадка эффективно удаляет стружки, поэтому обладает высокой скоростью работы.
Фреза для столярных соединений обычно представляет собой разборную конструкцию с множеством режущих элементов. Они используются для обработки торцов досок, чтобы создать пазы для столярного соединения. Именно такими фрезами создается гребенка для склеивания длинномерных досок из коротких заготовок.
Специальные фрезы представляют собой комбинированный тип, который позволяет создавать фигурную поверхность на торцах. Именно к такой категории относятся инструменты, с помощью которых можно превратить кромку доски в замковую часть, применяемую на вагонке или ламинате.
Как продлить ресурс фрез
Чтобы фреза прослужила дольше, важно в первую очередь следить за тем, чтобы она надежно закреплялась в станке. Появление биения на высоких оборотах приведет к тому, что режущая кромка может отколоться, и насадка придет в негодность. Чтобы этого избежать, нужно не только надежно зажать ее перед работой, но и периодически останавливаться, чтобы перепроверить ее фиксацию, поскольку она может просто ослабнуть.
Следующим важным правилом является правильный подбор фрезы. Не следует использовать инструмент, твердость которого практически идентична жесткости обрабатываемой заготовки. Если это проигнорировать и начать работу, то интенсивность стирания будет одинаковой, поэтому режущая кромка быстро сядет, а ее металл отпуститься от перегрева.
Следующим правилом является правильный выбор скорости. На упаковке от фрезы обычно указывается оптимальная частота вращения. Если разогнать ее больше, то это может привести к тому, что она перегреется или от нее может отколоться кусок зуба.
Нельзя забывать о том, что во время работы металл сильно нагревается. Для предотвращения перегрева важно своевременно останавливать станок для остывания. Также стоит применять смазку, особенно если проводится обработка металла.
После каждой обработки стоит чистить фрезу от налипшей на нее стружки. Зачастую инструмент делается из стали, которая подвержена коррозии. Поэтому важно следить, чтобы он хранился в герметичном боксе, изолированном от влажного воздуха.
В случае если фреза утратила остроту, ее не следует использовать, поскольку тупая режущая кромка приводит к быстрому перегреву, в результате чего инструмент может испортиться и тогда ни какая заточка уже не поможет. Также не нужно создавать сильный прижим к обрабатываемой детали, поскольку это также способствует перегреву.
Похожие темы:
Фреза — это… Что такое Фреза?
Торцевая фрезаФреза́ — инструмент с несколькими режущими лезвиями (зубьями) для фрезерования. Виды фрез по геометрии(исполнению) бывают — цилиндрические, торцевые, червячные, концевые, конические и др. Виды фрез по обрабатываемому материалу — дерево,сталь, чугун, нержавеющая сталь, закаленная сталь, медь, алюминий, графит. Материал режущей части — быстрорежущая сталь, твёрдый сплав, минералокерамика, металокерамика или алмаз, массив кардной проволоки. В зависимости от конструкции и типа зубьев фрезы бывают цельные (полностью из одного материала), сварные (хвостовик и режущая часть состоит из различного материала, соединённые сваркой), напайные (с напаянными режущими элементами), сборные (из различного материала, но соединённые стандартными крепёжными элементами — винтами, болтами, гайками, клиньями). Отдельно выделяют фрезерные головки — фрезы со сменными пластинами из твердого сплава и быстрорежущей стали. Также такие фрезы часто называют механическими, а головку без ножей — корпусом. На рисунке представлена торцовая фреза с механическим креплением твёрдосплавных пластин.
Концевые фрезы
Концевые фрезы.Концевые фрезы представляют собой группу фрез, отличающихся креплением в шпинделе фрезерного станка. Крепление фрез в шпинделе станка производят при помощи цилиндрического или конического хвоста. Зубья на цилиндрической части конструируют аналогично зубьям цилиндрических фрез, а на торцовой части аналогично зубьям на торцовой части торцевых фрез. Концевые фрезы подразделяют на:
- концевые обыкновенные с неравномерным окружным шагом зубьев, с цилиндрическим и коническим хвостовиками;
- концевые, оснащённые коронками и винтовыми пластинками из твёрдого сплава;
- концевые шпоночные с цилиндрическим и коническим хвостовиками;
- шпоночные, оснащённые твёрдым сплавом;
- концевые для Т-образных пазов;
- концевые для сегментных шпонок.
Угловые фрезы
Угловые фрезы находят применение преимущественно для фрезерования канавок. Они бывают:
- одноугловые;
- двухугловые.
Одноугловые фрезы применяют для фрезерования прямых канавок на фрезах и другом инструменте.
Двухугловые несимметричные фрезы применяют для фрезерования прямых и винтовых канавок, а симметричные для фрезерования канавок фасонных фрез.
Дисковые фрезы
Дисковые фрезы необходимы для резки, разрезов или других операций связанных с грубой обработкой металла или неметалла.
Дисковые фрезы бывают трёх типов:
- шлицевые или шпоночные;
- двусторонние;
- трёхсторонние.
Шлицевые дисковые фрезы имеют зубья только на цилиндрической поверхности. Для уменьшения трения по торцам толщина фрезы делается на периферии больше, чем в центральной части у ступицы. Важным элементом дисковой пазовой фрезы является ширина, так как фреза предназначена в том числе и для обработки пазов. Важной областью применения дисковой пазовой фрезы является распиловка заготовок из дерева и металла.
Двусторонние дисковые фрезы, кроме зубьев, расположенных на цилиндрической поверхности, имеют зубья на торце.
У трёхсторонних дисковых фрез зубья расположены на цилиндрической поверхности и на обоих торцах. Условия резания у торцовых зубьев менее благоприятны, чем у зубьев, расположенных на цилиндрической поверхности. Небольшая глубина канавки у торца не даёт возможности получить необходимые задние и передние углы.
Дисковые фрезы со сменными твердосплавными пластинами могут быть регулируемыми, т.е. в зависимости от положения картриджей к которым крепятся пластины фреза может делать пазы различной ширины.
Фрезы бывают с напайными пластинами и со сменными.
Зачастую фрезы применяют для профилирования деревянных деталей для изготовления деревянных евроокон, дверного штапика, для мебельных фасадов, изготовления окон, филенчатых дверей, дверей под стекло, филенки и дверной коробки, плинтуса, реечного плинтуса, европлинтуса, изготовления галтелей, полугантелей ,штапов, полуштапов, стенового бруса, для обработки пазов, обработки четвертей, изготовления доски пола паркета, для изготовления фасонных многопрофильных изделий, обшивочной доски вагонки, наличника, поручня, стенового бруса, обработки кромок бруса, для изготовления радиусной обшивочной доски для стенового бруса типа BLOCK-HOUSE.
Фрезы со сферической головкой
Используются для изготовления и др. деталей сложной формы. Таких как штампы, пресс-формы, лопатки турбин и т.д. Хотя чаще фрезы со сферической головкой изготавливаются цельнотвердосплавными (монолитными), но встречаются и варианты со сменными пластинами.
.
Монолитные фрезы
Монолитные фрезы — это фрезы, выполненные полностью из твердосплавного материала. Иногда их называют «пальчиковые фрезы». Их применение позволяет значительно ускорить процесс обработки, экономя время на замену/заточку и увеличивая скорость прохода в пять — шесть раз. Так же твёрдый сплав в режущем инструменте служит для обработки стали в закалённом виде, что исключает погрешности от деформации. В монолитные фрезы выпускаются следующих сплавов: Т5К10, Т15К6, ВК8, ВК10-ОМ. Самый передовой сплав — ВК10-ОМ, он отличается экономичностью и повышенной износоустойчивостью.
Зарубежные производители используют каждый свои марки сплавов. Состав, как правило, держится в секрете. Характерно что типы фрез и их материала сильно варьируются в зависимости от обрабатываемого материала. Часто целая линейка фрез может быть предназначена для обработки только одного вида материалов (алюминий, жаропрочная сталь, графит и т.д.) Другой отличительной особенностью иностранных производителей является широкое использование покрытий, среди которых наиболее распространенным является нитрид титана. Такие покрытия обладают твердостью большей, чем твердый сплав, и существенно повышают стойкость инструмента.
См. также
Производство
Литература
Ссылки
Фрезы по дереву — назначение, классификация, советы по выбору фрез
Приобретая ручной фрезер для своей домашней мастерской, счастливый обладатель такой обновки получает в свое распоряжение очень функциональный инструмент, который способен вывести обработку деревянных деталей на совершенно иной уровень качества. Ни один другой «представитель» деревообрабатывающий техники бытового класса не имеет столь широких возможностей. В умелых руках ручной фрезер полностью оправдывает название универсального, многофункционального инструмента, открывающего широчайшие горизонты творчества.
 Фрезы по дереву
Фрезы по деревуНо действительно многофункциональным этот инструмент станет только в том случае, если к нему приобретена необходимая оснастка. И в первую очередь это, конечно – фрезы по дереву. Они представлены в продаже в очень широком разнообразии, и начинающему мастеру необходимо научиться ориентироваться в нем и выбирать нужную фрезу для того или иного вида работ.
Сразу оговоримся: рассказать обо всех типах фрез в масштабе одной публикации – попросту невозможно. Да, наверное, и не нужно, так как с приходом опыта работы у постоянно совершенствующегося мастера сложится полное понимание в этом вопросе. Так что предлагаемая вниманию публикация – только лишь для «старта» на этом поприще.
Общие сведения о фрезах
Фреза – это главный сменный элемент оснастки любого фрезера. По сути – она и является тем режущим инструментом, которым осуществляется обработка деревянной детали. Именно от качества фрезы в большей мере зависит и качество получаемого в итоге изделия.
Принцип строения фрез
Разнообразие фрез по их «геометрии», а стало быть и по предназначению – чрезвычайно широкое. Но в любом случае, если рассматривать эти комплектующие именно для ручного фрезера, сохраняется общий принцип их конструкции.
 Общее строение фрез по дереву для ручного фрезера
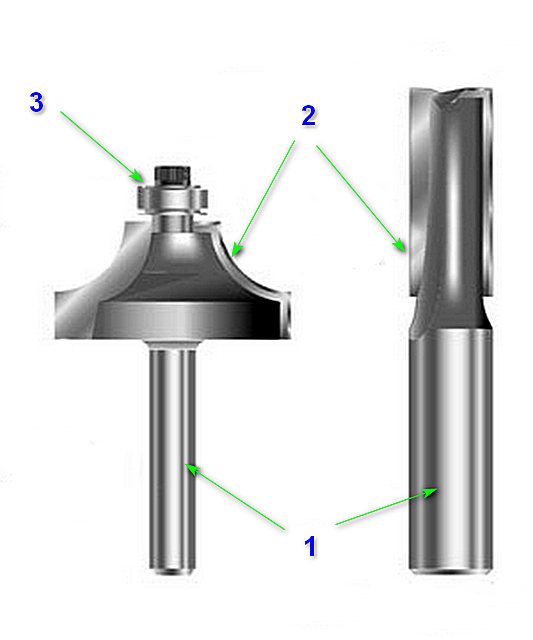
Общее строение фрез по дереву для ручного фрезераПо сути, обязательных основных элементов конструкции — всего два.
Прежде всего, это хвостовик (поз. 1), который зажимается в патроне фрезера и через который, соответственно, передается вращающий момент.
Рабочая область или головка (поз. 2) – та в которой расположены лезвия (ножи, резаки — их по-разному называют в различных источниках). Режущая кромка может быть прямой или же иметь весьма замысловатую конфигурацию, что и предопределяет возможности конкретной фрезы.
Про разнообразие конфигураций режущих головок фрез в основном-то и пойдет речь ниже – это основной критерий выбора.
Наконец, на фрезе могут быть дополнительные элементы (на данной иллюстрации это опорный подшипник — поз. 3), или упрощающие выполнение фрезеровальных работ, или расширяющие возможности фрезы. Например, подшипники очень помогают при изготовлении или обработке деревянных деталей по имеющимся шаблонам – получается в буквальном смысле слова копирование контуров. Кроме подшипников, это могут быть стопорные муфты, калибровочные втулки или шайбы, винты, позволяющие перебрать разборную фрезу и разместить ее режущие детали в нужной последовательности.
Цены на набор фрез «Bosch»
набор фрез «Bosch»
Размеры хвостовиков фрез
Хвостовики фрезы характеризуются двумя размерами – диаметром и длиной.
Длина во многом зависит от предназначения фрезы. Но порой случаются ситуации, когда при выборе, например, глубоких пазов, длины становится недостаточно. С аналогичной проблемой можно столкнуться и в том случае, если ручной фрезер устанавливается под специальным фрезерным столом, и толщина столешницы также «съедает» некоторую часть длины хвостовика.
 Ручные фрезеры очень часто встраиваться в специальные фрезеровальные столы (готовые или самодельные). В любом случае этим может несколько снижаться свободный вертикальный проход фрезы, и для выборки глубоких пазов зачастую требуется оснастка с удлиненным хвостовиком.
Ручные фрезеры очень часто встраиваться в специальные фрезеровальные столы (готовые или самодельные). В любом случае этим может несколько снижаться свободный вертикальный проход фрезы, и для выборки глубоких пазов зачастую требуется оснастка с удлиненным хвостовиком.Это один из моментов, которые следует держать в уме при выборе
Второй параметр хвостовика – это его диаметр. Естественно, он подбирается по патрону имеющегося или приобретаемого фрезера.
Здесь есть важный нюанс. Дело в том, что в продаже могут встретиться как сам инструмент, так и фрезы дюймового и метрического стандарта. Например, в метрическом исчислении это может быть 6; 8; или 12 мм. В дюймовом же приняты два размера ¼ и ½ дюйма. Если перевести это в миллиметры, то получается 6,35 и 12,7. Вроде бы совсем рядышком…
Но именно, что «вроде бы». На фрезерах устанавливается цанговый патрон, который, в отличие, например, от патрона дрели, не терпит «вольностей» с диаметрами. И фреза с полудюймовым хвостовиком способна намертво заклиниться в 12-мм патроне, да так, что придется прибегать каким-то крайним мерам. И наоборот – 12 мм фреза может фиксироваться в патроне на ½ дюйма ненадежно, что крайне опасно, так как есть вероятность получить очень серьёзную травму.
 Диаметр хвостовика может быть метрического или дюймового стандарта. Несмотря на, казалось бы, незначительную разницу в пересчете на миллиметры, они не являются взаимозаменяемыми!
Диаметр хвостовика может быть метрического или дюймового стандарта. Несмотря на, казалось бы, незначительную разницу в пересчете на миллиметры, они не являются взаимозаменяемыми!Разница между диаметром 6 мм и ¼ дюйма – не столь значительна. Но и в этом случае лучше все же не рисковать, а приобретать то, что прописано в паспорте фрезера.
Не стоит поддаваться на уговоры продавцов – мол, все так делают, и ничего страшного, «приляжется» и т.п. При таком попустительстве имеется вероятность просто угробить свой инструмент, если не случится худшего.
Как быть, если требуется или более длинный хвостовик, или фреза определенной конфигурации, но под цангу другого диаметра, а в ассортименте магазина таковых нет? Иногда в этом плане помогают переходники-удлинители. Они сами имеют хвостовик определенного размера, а на конце – цанговый патрон. Так что можно приобрести подобную оснастку для разных переходов диаметров, которая при необходимости выручит в обоих случаях.
 С помощью удлинителя или переходника можно решить проблему и недостаточной длины хвостовика, и несоответствия его диаметра цанговому патрону фрезера.
С помощью удлинителя или переходника можно решить проблему и недостаточной длины хвостовика, и несоответствия его диаметра цанговому патрону фрезера.Но, безусловно, еще при выборе ручного фрезера рекомендуется заранее сложить представление о том, какие работы предполагается им выполнять, какая оснастка в связи с этим должна преимущественно использоваться. Злоупотреблять дополнительным переходниками не следует – это всегда лишнее «слабое звено», нежелательное на больших скоростях и высокой нагрузке.
Выбор ручного фрезера – задача ответственная!
Если решено обзавестись этим очень полезным электроинструментом, чтобы самостоятельно или под чьим-то руководством освоить технологию фрезерной обработки деревянных деталей, следует хотя бы в общих чертах представлять устройство ручного фрезера и критерии его оценки при покупке. Подробнее об этих вопросах читайте в специальной публикации нашего портала «Какой ручной фрезер по дереву выбрать».
 Выбор ручного фрезера – задача ответственная!
Выбор ручного фрезера – задача ответственная!Различия по принципу строения режущей части
Даже если пока отставить в сторону конфигурацию режущей головки, можно заметить возможные отличия по самому принципу конструкции.
Цены на набор фрез «FIT»
набор фрез «FIT»
- Наиболее распространенными являются сборные фрезы. Суть их конструкции заключается в том, что в процессе производства вначале изготавливается болванка фрезы с хвостовиком. А затем в нужных местах к ней крепятся металлические режущие кромки. Соединение производится по технологии пайки с использованием специальных тугоплавких припоев.
 Хорошо заметно, что режущие кромки напаяны на головки фрез
Хорошо заметно, что режущие кромки напаяны на головки фрезТакая технология хорошо освоена, и поэтому подобные фрезы встречаются чаще всего. Правда, иногда именно узел паяного соединения становится «слабым звеном» — это случается на недорогих моделях или на фрезах и вовсе не известного происхождения. За качество пайки кромок у моделей ведущих брендов обычно переживать не приходится.
- В последнее время набирают популярность фрезы со сменными лезвиями. Режущая кромка у них крепится на болванке одним или несколькими винтами.
 Примеры фрез по дереву со сменными ножами
Примеры фрез по дереву со сменными ножамиТакие лезвия при необходимости несложно демонтировать, чтобы выполнить заточку или сменить на новые. Стоимость новых, безусловно, в любом случае будет ниже стоимости целой фрезы аналогичного качества. Но до полной замены еще, как говорится, «дожить надо». Дело в том, что такие лезвия, как правило, имеют двухстороннюю заточку, а некоторые (как, например, показано на иллюстрации выше в левом ее фрагменте) — даже четырёхстороннюю. То есть если режущие кромки притупились, можно пока не тратить время на их заточку, а просто, сняв крепежные винты, перевернуть лезвия другой стороной наружу и продолжать работу.
Безусловно, стоимость подобных фрез довольно большая, но это вполне оправдывается удобством и длительным сроком их эксплуатации. Поэтому все большее количество мастеров профессионального класса переходит именно на такую оснастку.
- Третий тип – это монолитные фрезы. У них режущая кромка сформирована отточенными выступами на самой болванке, примерно так, как это делается на обычных сверлах.
 Фрезы монолитного типа
Фрезы монолитного типаУ таких фрез практически полностью исключается вероятность отрыва режущей кромки от «тела», что, конечно, является неоспоримым достоинством. Однако, такие лезвия сложнее затачивать, а кроме того, по мере заточки их геометрия постепенно изменяется, что сокращает срок эксплуатации. И приходится выбрасывать всю фрезу полностью.
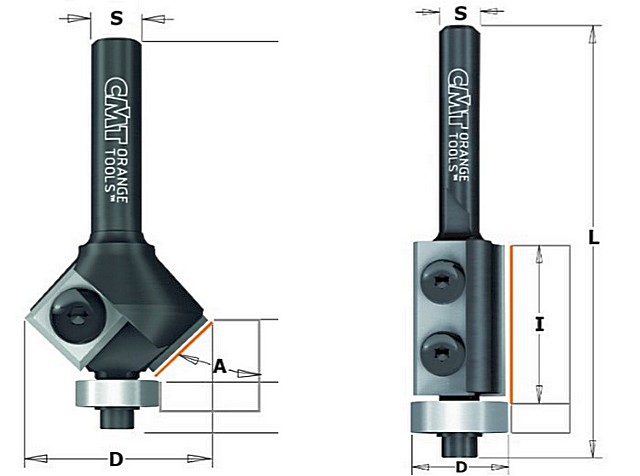
- Отдельно можно выделить насадные (или наборные) фрезы. У них режущие детали не соединяются намертво с хвостовиком – предоставляется возможность их снять и установить в необходимой последовательности, с чередованием разделительных шайб, муфт или подшипников. Тем самым изменяется и «геометрия» обработки деревянной детали или количество и взаимное расположение одновременно выбираемых пазов.
 Пример насадной фрезы – можно выбрать одну режущую головку или же поставить несколько, варьируя расстояние между ними с помощью входящих в комплект муфт
Пример насадной фрезы – можно выбрать одну режущую головку или же поставить несколько, варьируя расстояние между ними с помощью входящих в комплект муфтВпрочем, это уже в большей степени оснастка для мастеров-профессионалов. Новичку же будет благоразумнее начинать освоение технологии фрезерования с обычных наиболее распространённых сборных фрез с напаянной режущей кромкой.
Различия по материалу и способу заточки режущей кромки
При выборе фрез обращают внимание и на материал самой режущей кромки. Здесь можно встретить два основных варианта.
- Лезвия из быстрорежущей стали, обычно обозначаются аббревиатурой HSS (от английского «High Speed Steel» – дословно «высоко-скоростная сталь»). Это – отличное решение для обработки мягких пород дерева. Как уже понятно даже из названия, такие фрезы обычно используются на высоких оборотах фрезера – именно в таких условиях они показывают свои преимущества, давая очень чистую обработку.
Правда, и затупить подобные кромки – много труда не надо. При встрече с твердой средой они быстро перегреваются, утрачивают свои качества и требуют правки.
- Если же предстоит обрабатывать древесину твердых пород или плотные композитные материалы на ее основе, то предпочтение следует отдавать фрезам с твердосплавными напайками. Принятое обозначение такой оснастки – НМ. В качестве материала для кромок чащ всего используется карбид вольфрама, известный своей прочностью. Но это не означает, что такие фрезы – вечные. Нет, и они тупятся, и так же требуют периодической правки. Просто с их помощью вполне можно обрабатывать очень плотную древесину, но уже на более низких оборотах фрезера.
А вот для мягких пород это, пожалуй, и не самый лучший вариант, так как, по идее, идеальной чистоты обработки с ними добиться бывает довольно сложно. Впрочем, во многом это зависит от качества режущих кромок – в этом вопросе тоже немалый разброс. Твердые сплавы могут серьезно различаться зернистостью: чем она меньше — тем качественнее и долговечнее получается режущий инструмент. Так что качество поверхности после прохода НМ-кромками изделий ведущих производителей бывает ничуть не хуже, чем после быстрорежущих. И по сути – такие твердосплавные фрезы являются универсальной оснасткой для любых пород древесины.
 На упаковке фрезы обозначено, что режущие кромки – твердосплавные. Кроме того, указана максимально допустимая скорость вращения шпинделя ручного фрезера при работе с такой фрезой.
На упаковке фрезы обозначено, что режущие кромки – твердосплавные. Кроме того, указана максимально допустимая скорость вращения шпинделя ручного фрезера при работе с такой фрезой.Могут быть различия и по конфигурации режущей кромки относительно оси вращения фрезы.
- По большей части встречаются фрезы, у которых режущий край лезвий расположен вертикально или, если это фигурная фреза, в одной плоскости с осью вращения. То есть в боковой проекции все равно становится вертикальным.
 Характерные примеры фрез с вертикальным расположением режущих кромок.
Характерные примеры фрез с вертикальным расположением режущих кромок.Следует заметить, что такие кромки — наиболее непродуктивные и быстро изнашивающиеся. По сути – они работают на скол тонкого слоя древесины, поэтому вскорости на них появляются зазубрины, которые ухудшают качество обработки деталей.
Но зато такие фрезы обладают сравнительно невысокой стоимостью, и проще других поддаются правке и заточке (до определенных пределов, конечно).
Цены на набор фрез «Зубр»
набор фрез «Зубр»
- Более совершенными являются фрезы, режущие кромки у которых расположены под углом к оси вращения. Они уже по большей части работают именно как ножи, обеспечивают не скол, а аккуратный срез волокон древесины и, соответственно, повышенное качество обработки заготовок.
 Фрезы с наклонно расположенными режущими кромками
Фрезы с наклонно расположенными режущими кромкамиТакие фрезы, безусловно, стоят дороже, но и «моторесурс» у качественных изделий подобного типа уже значительно больше. То есть требовать заточки или даже полной замены лезвие будет реже.
- Режущая кромка может иметь и спиральную конфигурацию, так, как это обычно делается на обычных сверлах. Но, в отличие от них, рабочей частью фрезы является не только торцевая заточка, но и вся кромка на ее протяжении снизу доверху.
 Фрезы со спиральной режущей кромкой.
Фрезы со спиральной режущей кромкой.Может иметься разница и по типу заточки режущей кромки – применяется прямая угловая, трапециевидная или радиальная заточки. Но в эти «дебри» новичку пока еще лезть рано, и понимание такого вопроса приходит лишь с достаточным опытом работы по фрезерованию, при выходе на качественно другой уровень мастерства.
Типы фрез по способу обработки материала
Переходим, наконец, к рассмотрению разнообразия фрез, позволяющего подобрать оснастку для тех или иных видов работ с деревянными заготовками.
Концевые фрезы
Такие фрезы можно, в принципе, отнести и просто к пазовым, но их выделяют на общем фоне за схожесть с обычным сверлом. По сути, о них только что рассказывалось, когда речь шла об оснастке со спиральным расположением режущих кромок. И иллюстрация, хорошо показывающая строение таких фрез, уже размещена выше.
Концевые фрезы имеют отличающуюся от обычного сверла заточку торцевой части, но это не мешает им хорошо вертикально погружаться в обрабатываемый материал. А отверстие, получаемое с их помощью, получает практически ровное дно.
 Пример концевых фрез и их возможностей
Пример концевых фрез и их возможностейНо сверление отверстий – это всего лишь одна из функций концевых фрез, обладающих немалой универсальностью. Спиральные кромки обеспечивают качественную выборку материала и при горизонтальном перемещении инструмента. В итоге это позволяет вырезать пазы, например, под установку замков, под пазо-шиповое соединение деталей, выбирать четверти, производить обработку торцов заготовок и т.п.
Одним словом, концевые фрезы в умелых руках становятся вполне многофункциональной оснасткой. Кстати, многие из них нередко применяются, в отсутствие ручного фрезера, и с электрической дрелью – например, при вырезании пазов под замки.
С некоторой долей условности к концевым относят и так называемые бор-фрезы, которые часто именуют шарошками. Это – довольно своеобразная оснастка, резко отличающаяся внешне от других насадок.
 Бор-фрезы или шарошки
Бор-фрезы или шарошкиС помощью шарошечных фрез можно придавать отверстиям или краям вырезанных пазов определенную конфигурацию, проводить их доводку. Используют их и для декоративного оформления плоскостей – для своеобразной «гравировке» по древесине.
Пазовые фрезы
Функциональность понятна из названия. Такими фрезами обычно выбираются пазы различного предназначения, как для создания соединительных узлов деталей, так и для, например, декоративного оформления изделий.
Пазы могут выбираться как от края детали к ее середине, так и в любом месте на плоскости – заточка большинства пазовых фрез позволяет проводить вертикальное погружение режущей части в материал (хотя, в отличие от концевых, эта функция не является превалирующей).
Всю многочисленную группу пазовых фрез можно разделить на несколько подгрупп
Пазовые прямые, галтельные и галтельные V-образные
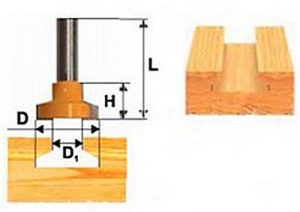
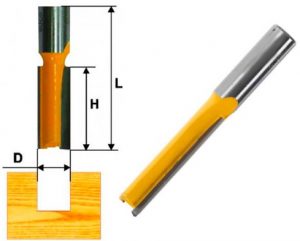 | Одна из простейших фрез – пазовая прямая. Нередко в обиходе ее именуют «пальчиковой». По выборке схожа с погружными концевыми фрезами цилиндрической формы. После прохода образует паз установленной ширины с перпендикулярным расположением стенок и дна. Может различаться шириной выбираемого паза и глубиной выборки (длиной рабочей части фрезы). При необходимости ширину паза можно увеличивать дополнительными проходами со смещением инструмента на нужное расстояние. |
 | Пазовая галтельная фреза выбирает канавку с округлым дном (галтель). В зависимости от глубины погружения, стенки паза могут представлять собой дугу вплоть до 180 градусов, либо вначале иметь перпендикулярный поверхности участок с последующим закруглением. Фреза часто используется для декоративного оформления изделий. |
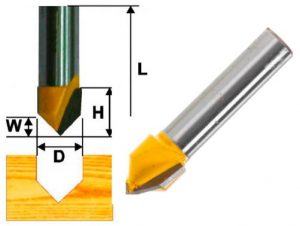 | Галтельная V-образная. В отличие от обычной галтельной, имеет заострённый наконечник и выбирает паз с направленным вниз углом, по типу латинской буквы V. По применению схожа с рассмотренной выше. Ширина паза и величина угла в вершине может быть различной. |
Пазовые конструкционные
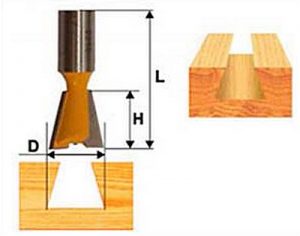 | Фреза для выборки паза типа «ласточкин хвост» — одного из самых надежных соединений деревянных деталей. |
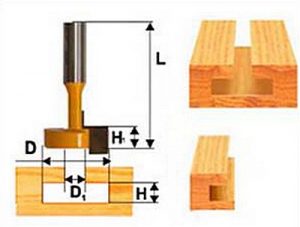 | Фреза для выборки Т-образного паза, нередко применяемого в том числе и в качестве направляющей для перемещения подвижных деталей. Может также использоваться для вырезки срытых петель для навешивания изделий на стену. |
 | Фреза, схожая с предыдущей, но выбирающая скрытый паз трапециевидной формы. |
Пазовые фасонные
Эти фрезы представлены в большом разнообразии – они позволяют выбирать разы сложной симметричной формы. Кроме того, ими можно при необходимости проводить и обработку торцевых кромок заготовки.
Очень часто, если эти фрезы используются для декорирования поверхностей, то их пускают в ход после прохода прямой пазовой фрезой. Так как иначе на режущие кромки выпадает слишком высокая нагрузка, приводящая к быстрому выходу из строя.
Образцы распространенных фасонных фазовых фрез показаны в таблице:
Кромочные фрезы
Это – очень многочисленная группа, которую тоже можно с некоторой долей условности разделить на несколько подгрупп. Отличительная черта большинство кромочных фрез – наличие опорных подшипников. Это позволяет производить обработку торцевых сторон заготовок не только с и использованием направляющих фрезерного стола, но и с применением шаблонов, в том числе – сложной криволинейной формы.
Кромочные прямые
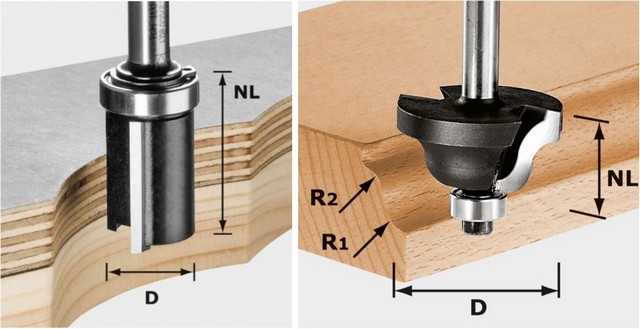
Фрезы предназначены для получения ровных кромок, перпендикулярных плоскостям заготовки. Опорный подшипник может располагаться снизу или сверху. Диаметр подшипника бывает равным диаметру фрезы, но применяются и другие, большего или меньшего размера, что даже несколько расширяет возможности оснастки, например, для пропорционального увеличения или уменьшения деталей относительно шаблона.
Кромочные калевочные
Фрезы позволяют придать торцевым сторонам заготовки выпуклую или, наоборот, вогнутую округлую или волнистую форму различной конфигурации. Широко используются для чистовой обработки заготовок для придания им декоративных качеств. Могут применяться и для созданий сложных художественных орнаментов.
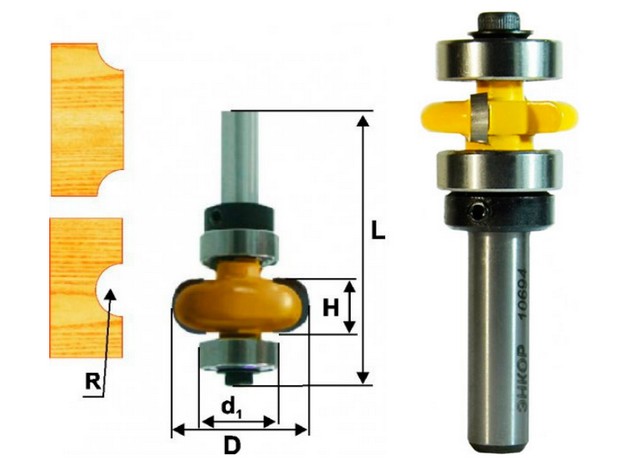
К кромочным калевочным можно отнести и фрезу, скругляющую торец заготовки с обеих сторон за один проход, например, при изготовлении столешницы. В таких фрезах часто предусматривается возможность изменения расстояния между верхней и нижней режущими кромками, расположенными симметрично.
Цены на набор фрез «STAYER»
набор фрез «STAYER»
 Фреза кромочная калевочная составная (насадная) – мастеру предоставляется возможность изменения расстояния между режущими кромками в зависимости от толщины заготовки.
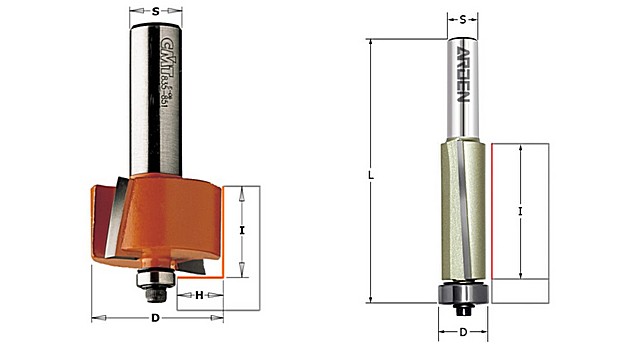
Фреза кромочная калевочная составная (насадная) – мастеру предоставляется возможность изменения расстояния между режущими кромками в зависимости от толщины заготовки.Кромочные фальцевые фрезы
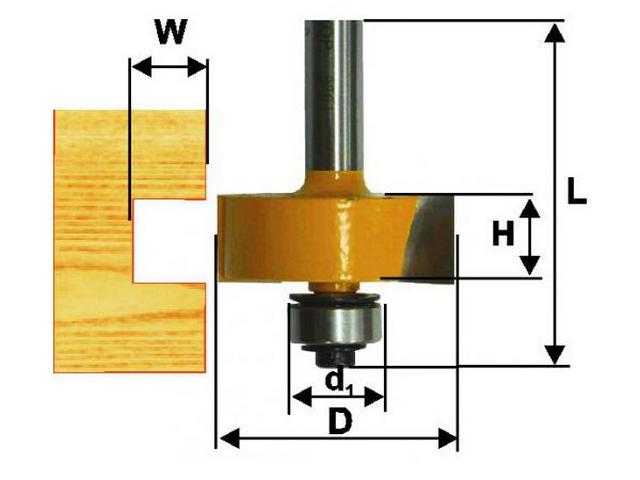
Предназначены для выборки прямоугольных пазов по торцам заготовки или для вырезания четверти. Если применяется два прохода, то есть с обеих сторон заготовки, то таким образом формируется прямой шип.
 Фальцевая кромочная фреза
Фальцевая кромочная фрезаНередко подобные фрезы комплектуются целым набором опорных подшипников различного диаметра. Это существенно упрощает выборку пазов разной глубины.
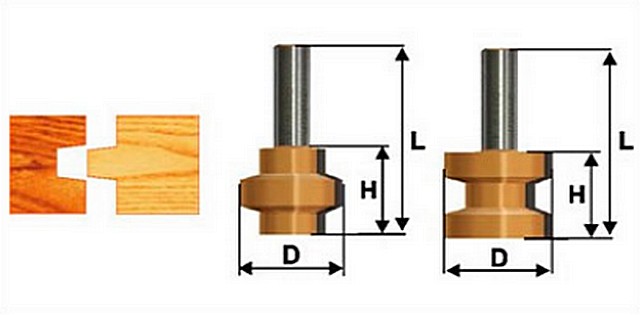
Кромочные полустержневые
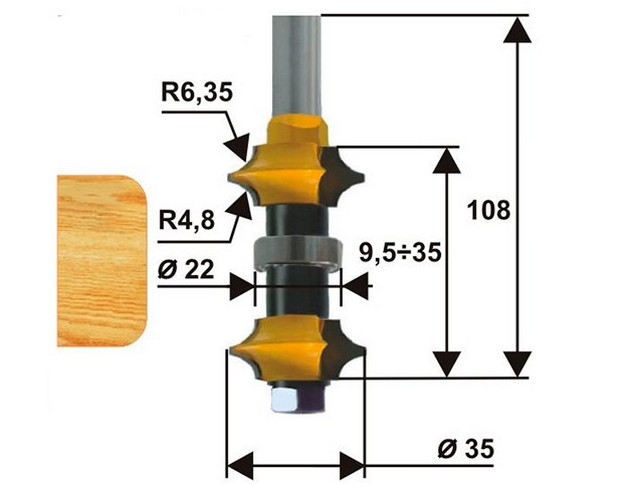
Обработкой такой фрезой на торце заготовки формируется полукруглый профиль. Но этим ее применение не ограничивается. Например, при ее использовании в совокупности галтельной фрезой можно создать шарнирное соединение деталей. Кроме того. Двойной проход с обеих сторон узкой заготовки позволяет сформировать деревянный стержень.
Кромочные галтельные
Формируют на торце заготовки паз округлой формы (галтель) или скруглённые внутрь фаски. Как уже говорилось, при совместном использовании с полустержневыми фрезами такого же диаметра предоставляют возможность создания шарнирных соединений.
 Торцевая галтельная фреза часто комплектуется двумя опорными подшипниками, расположенными сверху и снизу. Так удается избежать перекосов при выборке паза.
Торцевая галтельная фреза часто комплектуется двумя опорными подшипниками, расположенными сверху и снизу. Так удается избежать перекосов при выборке паза.Кромочные конусные фрезы
Понятно из названия, что при вращении фрезы ее режущие кромки описывают конус, а иногда – даже два со встречным или расходящимся углом. Такая обработка часто используется для точной подгонки деталей при их сплачивании в панель большой площади. Может применяться и для формирования фасок или выемок нестандартной формы. Угол наклона лезвий может быть разным.
Кромочные фигурные
Это – самая многочисленная подгруппа из числа кромочных фрез. Такая оснастка открывает широкие возможности придания торцам заготовок самых разнообразных, в том числе – и довольно замысловатых конфигураций.
Такие фрезы обычно немаленькие по размерам, весьма тяжеловесные, и не любой ручной фрезер «потянет» работу с ними. Они рассчитаны на оборудование профессионального класса мощностью не менее полутора киловатт.
Проводить выборку можно по всей плоскости заготовки, то есть используя всю длину везущей кромки фрезы, либо задействую только определенные участки оснастки. Это еще больше расширяет возможности, поэтому, неверное, подобные фрезы еще часто именуют мультипрофильными.
Разнообразие их – очень широко, и в таблице ниже представлены для примера далеко не все модели.
Комбинированные фрезы
Предназначение комбинированных фрез – формирование «замковых» профилей для соединения деревянных деталей. Например, это монтаж рамок при соединении заготовок по углам, или же склеивание щитов из отдельных досок (ламелей) – в этом случае замковые профили нарезаются по все длине торцевой части. Подобный подход позволяет очень точно подогнать детали одна к другой, а также значительно увеличить площадь контакта, что чрезвычайно важно для качественного склеивания.
Некоторые фрезы из этой группы применяются для создания пазо-шиповых разборных соединений, например, для вагонки или шпунтованной доски.
Здесь тоже можно выделить несколько подгрупп.
Пазо-шиповые фрезы
Про предназначение говорит уже само название.
Это может быть комплект из двух фрез, каждая их которых «ответственна» за свой участок – одна создает паз на одной стороне доски, вторая – шип на противоположной. Такое использование позволяет обойтись без точной подгонки, так как фрезы в комплекте уже идеально совмещены по «взаимной геометрии».
 Комплект из двух фрез, предназначенный для создания пазо-шипового замкового соединения. Удобно, например, быстро заготавливать шпунтованные доски.
Комплект из двух фрез, предназначенный для создания пазо-шипового замкового соединения. Удобно, например, быстро заготавливать шпунтованные доски.Другой вариант: наборная, насадная фреза, которая в одном положении будет выбирать паз, а в другом, с установкой двух режущих головок – формировать шип.
 А эту фрезу можно «перенабрать» или для нарезки шипов, или для выборки пазов.
А эту фрезу можно «перенабрать» или для нарезки шипов, или для выборки пазов.Еще одним представителем этой подгруппы может считаться набор из двух фрез для заготовки вагонки. При проходе режущие кромки не только формируют пазы и шипы, но одновременно еще и снимают фаски, характерные именно для вагонки.
 Комплект фрез для самостоятельного изготовления вагонки
Комплект фрез для самостоятельного изготовления вагонкиКомбинированные рамочные фрезы
Как правило, это насадные (наборные) фрезы, предоставляющие мастеру возможность изменять взаимное расположение режущих кромок и расстояние между ними. Нередко это даже комплект из двух фрез подобного типа.
Кстати, переборка таких фрез может осуществляться даже без вытаскивания хвостовика из цанги фрезера – это позволяет не сбивать выставленное положение. Достаточно открутить стопорный винт и изменить расстановку режущих головок, разделительных муфт, подшипников, а затем зафиксировать сборку винтом.
Несколько примеров рамочных комбинированных фрез – в таблице ниже:
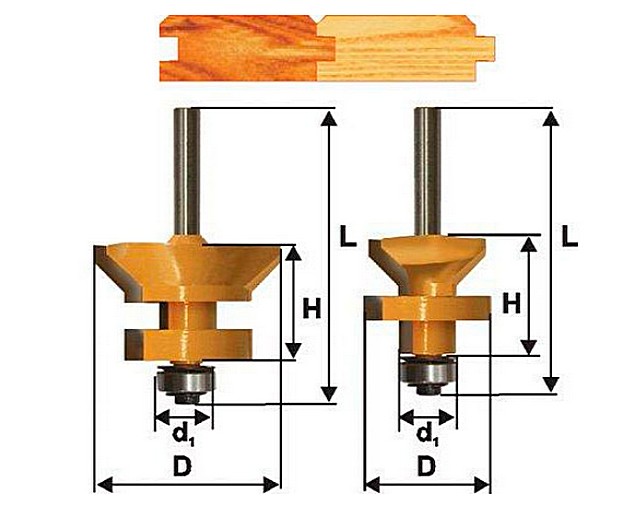
Комбинированные универсальные фрезы
Еще одна подгруппа пазо-шиповых комбинированных фрез, оригинальных по конструкции и очень удобных в работе. Дело в том, что меняя положения фрезы можно одним проходом формировать кромки, строго обратно-симметричные друг к другу. То есть при повороте деталей на 180 градусов они идеально стыкуются кромками, становясь полностью готовыми к сборке в единую конструкцию.
Несколько характерных примеров таких универсальных фрез и кромок, ими создаваемых – в таблице ниже:
На иллюстрации ниже показан принцип использования одной из таких универсальных комбинированных фрез.
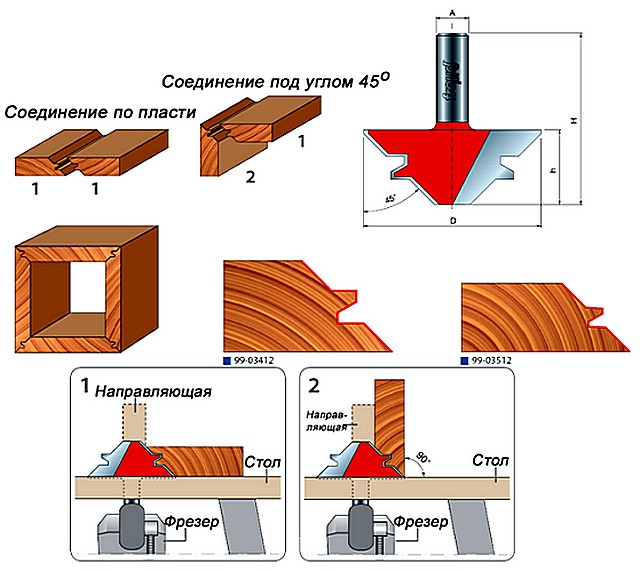 Обработка кромок такой универсальной фрезой позволяет выполнять и рамочное соединение (под углом в 90 градусов)
Обработка кромок такой универсальной фрезой позволяет выполнять и рамочное соединение (под углом в 90 градусов)Фигирейные фрезы
Фигирейные фрезы применяются обычно для изготовления крупных деталей, требующих или точной подгонки для сборки, или (и) сложной внешней конфигурации. Характерные примеры – филенки для дверей или мебели, деревянные плинтусы, декоративные планки и другие подобные детали интерьера.
Как правило, фрезы имеют весьма внушительные размеры и массу, поэтому использовать их следует только с мощными фрезерами, не менее 1500 Вт.
Фигирейные горизонтальные фрезы
Предназначены для формирования края филенки. Следует сразу оговориться, что за один проход кромка филенки не получается – требуется дополнительная обработка шипа с противоположной стороны.
Несколько примеров – в таблице:
Фигирейные двухсторонние горизонтальные
Это обычно насадные фрезы, которые позволяют одним проходом и формировать лицевую сторону филенки, и вырезать шип для вставки пазы рамы. Стоимость, безусловно, выше, но и производительно тоже вдвое возрастает.
Фигерейные вертикальные фрезы
Как понятно уже, наверное, по иллюстрации, эти фрезы служат для формирования плинтусов. Впрочем, и у них есть определенная универсальность – если варьировать область контакта фрезы с деревянной заготовкой.
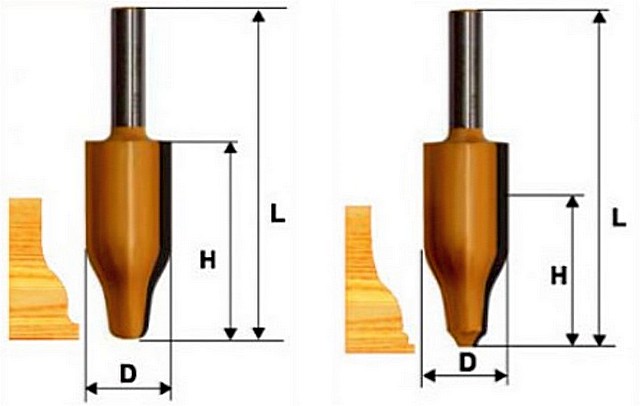 Основное предназначение вертикальный фигирейных фрез – изготовление плинтусов.
Основное предназначение вертикальный фигирейных фрез – изготовление плинтусов.* * * * * * *
Выше были рассмотрены далеко не все типы и профили представленных в продаже фрез. А если присовокупить к этому то обстоятельство, что показанная оснастка выпускается еще и в различных размерных сочетаниях, то представить можно представить, насколько широк может оказаться ассортимент.
Рассказать обо всех тонкостях выбора фрез сложно, так как многие критерии для начинающего мастера будут просто недостаточно понятны. Можно лишь порекомендовать начинать свои «творческие поиски» с недорогих моделей, так как с большой долей вероятности первые фрезы будут «убиваться» по неопытности очень быстро.
Кстати, в настоящей публикации в основном показаны фрезы довольно популярного производителя – российской компании «Энкор», которые как раз подойдут для начинающих. У этих фрез весьма приемлемое качество (хотя и не дотягивающее до наиболее именитых брендов) и вполне умеренная цена.
Затем, когда наберется опыт, когда будут учтены первично допущенные ошибки, придёт уверенность в движениях и желание максимально повысить качество обработки деталей, можно буде перейти на более дорогие образцы.
В вопросах выбора фрез для начинающих может оказаться очень полезной подборка видео, снятая опытным специалистов в области обработки древесины.
Видео: Рекомендации новичкам по выбору фрез
Видео: Пазовые фрезы — назначение и советы по выбору
Видео: Кромочные копировальные фрезы и дополнительная оснастка к ним
Какие бывают фрезы для станков с ЧПУ
Фрезы – одна из разновидностей режущего инструмента. В зависимости от особенностей крепления различают насадные и концевые инструменты. Фрезы концевого типа удерживаются в шпинделе за хвостовик, насадные – имеют отверстие посередине для фиксации на оси. Насадные фрезы для станков с ЧПУ практически не используются. В этой статье остановимся на разновидностях концевых фрез для ЧПУ оборудования.
Технология производства концевых фрез
На сегодня существует два способа изготовления концевых фрез: технология производства фрез из цельного сплава быстрорежущей стали и технология стальных фрез с напаянными пластинами.
Серийный инструмент производится из цельных твердых сплавов, в частности, из быстрорежущей стали. Цельнометаллические фрезы характеризуются максимальной жесткостью, высочайшей точностью линейных размеров, надежны при эксплуатации в разных режимах, включая максимальный.
Алмазные, крупноразмерные и фасонные фрезы со сложной геометрией режущих кромок изготавливаются по другой технологии. На стальном теле напаяны кромки из другого более твёрдого материала. Есть варианты фрез со сменными пластинами. Такой инструмент более уязвим при работе на максимальных режимах. Этим способом изготавливаются и фрезы для ручных фрезеров.
Фрезы по количеству заходов режущей кромки
По количеству режущих плоскостей различают одно-, двух-, трехзаходные. В отличие от однозаходного, многозаходный инструмент выполняет несколько режущих движений за один оборот. Теоретически, при одной и той же подаче, многозаходные фрезы обрабатывают поверхность чище, либо обеспечивают необходимую чистоту обработки при более высоких подачах.
При работе многозаходными фрезами важно, чтобы стружка не задерживалась в рабочей зоне, иначе инструмент сломается. Увеличение количества режущих кромок неизбежно связано с уменьшением ширины канавки. Поэтому чем меньше диаметр фрезы, тем меньше количество режущих кромок.
Удаление стружки из рабочей зоны производится вверх или вниз.
Однозаходные фрезы с выбросом стружки вверх
Фрезы такого типа идеально подходят для обработки вязких легкоплавких материалов, например, сплавов алюминия и полимерных материалов. Образующаяся стружка налипает на инструмент, а при работе однозаходным инструментом материал не разогревается до температуры плавления.
При необходимости обработки пластика фрезой диаметром менее 9,5 мм рекомендуется использовать однолезвийные инструменты. В случае применения инструмента большего диаметра более целесообразно выбрать двухзаходную фрезу. Однозаходные фрезы с разным углом заточки используются при обработке ПВХ, пенопласта, акрила, древесины, цветных металлов и их сплавов.
Фрезы концевые однозаходные
Однозаходные концевые фрезы применяется для обработки материалов с образованием крупной стружки. Это полимерные материалы типа акрила, пластика разной твердости, оргстекла, а также ABS, ПВХ, дерево, композит, ДСП, ЛДСП, фанера. Они обеспечивают высокоскоростную обработку с превосходным качеством поверхности и быстрое удаление стружки при фрезеровании.
Смотреть все однозаходные фрезы
Двухзаходные фрезы с выбросом стружки вверх
Фрезы с двумя лезвиями предназначены для обработки неплавких легких материалов, прежде всего – древесины. В типоразмерном ряду двухзаходных фрез для станков с ЧПУ представлены инструменты разного диаметра, начиная от минимального. Двухзаходные фрезы диаметром свыше 8 мм можно использовать для работы с полимерными материалами. Двухзаходные фрезы по металлу часто имеют защитное покрытие, благодаря которому их можно использовать для обработки практически всех металлов. Для обработки алюминия рекомендованы двухлезвийные фрезы с осевым углом 45°-55°. За счет довольно большого угла, лезвия преодолевают сопротивление материала с минимально возможным усилием, металл не разогревается до температуры плавления. Пологие канавки обеспечивают наиболее эффективный выброс стружки из зоны резания.
Трех- и четырехзаходные фрезы с верхним выбросом стружки
Многолезвийные фрезы для станков с ЧПУ используются реже. Такой инструмент незаменим для крупносерийного и массового производства, где требуется обработка большого количества сложного материала. Наибольшего внимания заслуживают фрезы со стружколомом. Они медленнее тупятся и снимают довольно большой объем материала за проход. Инструмент можно считать идеальным для чернового фрезерования МДФ, скоростного раскроя ламината и фанеры. Черновой чистоты обработки поверхности часто бывает достаточно для дальнейшего применения готовой детали. Если чистота обработки не принципиальна, фрезы со стружколомом более предпочтительны, так как период стойкости инструмента для чистовой обработки значительно ниже.
Применение многозаходных фрез оправдано и там, где необходима высокая скорость работы. Чем больше лезвий и меньше глубина фрезерования относительно диаметра фрезы, тем выше скорость резания.
Фрезы с выбросом стружки вниз
Сфера применения фрез с удалением стружки вниз – обработка тонких листовых материалов, причем за один проход можно резать несколько листов одновременно. В процессе работы фреза с нижним выбросом придавливает материал, тем самым исключая возможный сдвиг листа. При этом дополнительный прижим совсем не обязателен, что удобно.
Фрезы с прямыми лезвиями
Оптимальный выбор для работы в пазах. Благодаря этой особенности фрезы для ЧПУ с прямыми ножами получили второе название – пазовые. Инструмент отлично справляется с обработкой многослойных материалов. Существует ряд специализированных фрез для работы по пластику, дереву и другим материалам. Специализация инструмента определяется особенностями заточки.
Компрессионные фрезы
К компрессионным относят фрезы со сложной геометрией режущих кромок. Верхний нож инструмента направлен книзу, нижний, соответственно — кверху. Такое расположение лезвий предотвращает образование сколов и других дефектов на поверхности обрабатываемого материала. Область применения компрессионных фрез для станов с ЧПУ – обработка ламината, мягкой древесины и других материалов, склонных к скалыванию и образованию ворса. Важно, что для компрессионных фрез характерен длительный период стойкости. Работать компрессионной фрезой можно в один или несколько проходов. При этом важно, чтобы нижний нож был короче толщины снимаемого материала. Пренебрежение этим требованием неизбежно сказывается на качестве резания. В таком случае инструмент работает как обычная фреза с удалением стружки кверху, а верхняя кромка материала повреждается нижним ножом.
Фрезы компрессионные
Фрезы компрессионные (со встречно направленными ножами) используются для обработки ламинированного дерева без образования сколов, как на верхней так и на нижней кромке реза. Данные фрезы отлично обрабатывают древесину средней плотности, фанеру и многослойные плиты, материалы с одно- и двухсторонним ламинатом, различные пластики, МДФ, ДСП.
Смотреть все фрезы компрессионные
Бор-фрезы (или «кукуруза»)
Бор-фрезы, иначе – рашпильные фрезы, в среде профессионалов известны как «кукуруза». Разработаны для работы по абразивным и твердым материалам: твердым породам дерева, углепластикам, стеклопластикам, ХДФ (древесно-волокнистая плита высокой плотности). Скорость работы этого типа фрез почти не отличается от скорости обычного однозаходного инструмента. Дополнительной обработки поверхности после фрезеровки обычно не требуется. Но тем не менее, существуют фрезы «кукуруза» как для черновой, так и для чистовой обработки.
Фрезы кукуруза
Фрезы с двойной заточкой (типа кукуруза) применяются для обработки абразивных материалов с образованием стружки в виде пыли. Специальным образом расположенные режущие кромки рабочей части фрезы позволяют обрабатывать текстолит, стеклопластик и другие твёрдые композитные материалы.
Смотреть фрезы кукуруза
Фрезы для 3D-обработки
В группу фрез для формирования трехмерного рельефа включены инструменты со сферическим окончанием. Форма режущей части может быть:
- Конической;
- Цилиндрической.
Конические фрезы обеспечивают высокую точность работы при нанесении мелкого рельефа, что роднит их с граверами. Принципиальное отличие этих инструментов заключается в конструкции хвостовика. Благодаря массивному хвостовику, конические фрезы пригодны для нанесения глубокого рельефа, недоступного граверу. Окончание цилиндрической фрезы имеет больший диаметр и их чаще используют для черновой обработки, дорабатывая поверхность более тонким коническим инструментом.
Фрезы конусные
Конусные фрезы идельно подходят для обработки высоких рельефов без черновой обработки. Благодаря конусной форме, фрезы имеют высокую прочность при маленьком диаметре кончика фрезы.
Смотреть все фрезы конусные
Допускается для финишной обработки использовать радиусные граверы. Они дешевле, однако требуют повышенного внимания при резке, т.к. имеют меньший запас прочности.
Фасонные фрезы
К фасонным фрезам относят все инструменты с фигурными лезвиями, предназначенные для получения фасонных поверхностей. В эту группу включают калевочные, V-образные, галтельные и другие специальные фрезы. Большинство фасонных инструментов выполняются по технологии сталь + напайки, так как она дает возможность точного изготовления режущих кромок со сложной геометрией.
Исчерпывающий ассортимент фасонных фрез в нашем каталоге представлен брендом ARDEN. Это Тайваньская компания, производящая высококачественный режущий инструмент как для ЧПУ оборудования, так и для ручных фрезеров.
Концевые фрезы ARDEN
Концевые фрезы ARDEN предназначены для обработки твердой и мягкой древесины, ДСП, МДФ, OSB, а также пластиков (в том числе на основе акрила), ламинированных материалов. Лезвия фрез выполнены из микрозернистого твердого сплава, что позволяет использовать их для работы на обрабатывающих центрах, станках с ЧПУ и ручных фрезерах повышенной мощности.
Смотреть все фрезы ARDEN
Граверы
Применяются для нанесения сложного рельефного рисунка. Отличаются формой, углом и площадью торцевой части. Граверы с плоским концом принеяются непосредственно для 2D-гравировки. Граверы со сферическими окончаниями функционально ближе к фрезам для 3D-обработки, однако отличаются от последних меньшей устойчивостью к сильным нагрузкам.
Подведём итоги
Оптимальное решение при выборе типа фрезы для станков с ЧПУ будет зависеть от особенностей производства, сложности выполняемой работы и технических характеристик материала. Хотя ассортимент фрез довольно широк, вопросов с их оптимальным подбором под текущие задачи обычно не возникает. Если у Вас появились вопросы, или требуется консультация — обращайтесь, оставляйте комментарии. Поможем разобраться и сделать верный выбор среди обширного ассортимента фрез для ЧПУ оборудования.
устройство, виды, принцип работы дискового и отрезного оборудования
Фреза является разновидностью режущих инструментов. Она изготавливается в форме блина, а на её торцевой части располагаются зубцы. Применяется она для создания канавок определённой толщины и глубины, а также для отпиливания заготовок из стальных сплавов и чёрных металлов.
Устройство и принцип работы инструмента
Металл обрабатывается благодаря множеству лезвий, которые располагаются на зубчатом теле фрезы. При вращении инструмента происходит фрезерование, во время которого одновременно несколько зубцов контактируют с материалом, срезая слои различной толщины.
Изготавливаются рабочие зубцы из твёрдых металлов, быстрорежущей стали, кардной проволоки или минеральной керамики. В некоторых случаях фрезу делают с алмазным напылением.
В зависимости от вида зубцов и устройства оборудования различают такие типы фрез:
- Сварные.
- Цельные.
- Сборные.
Цельное приспособление состоит из единого металла. Основными их частями являются рабочий участок (у концевых) или тело дисковой формы (у насадочных) и корпус-хвостовик.
К типу насадочному относят отрезные и дисковые инструменты. Они, в свою очередь, могут быть сварными или цельными. У сварных инструментов хвостовик и рабочая часть изготавливаются из различных металлов и друг к другу крепятся при помощи сварки.
Сборное оборудование тоже изготавливается из нескольких металлов (чаще всего двух), но они не намертво прикреплены друг к другу. Их части фиксируются при помощи болтов, винтов или клиньев. Основной частью сборных фрез является корпус, а вот резцы можно точить или заменять. Резцы чаще всего выполнены с твердосплавными напайками или из быстрорежущей стали.
Разновидности
Определённый вид фрезы предусмотрен для отдельной работы. Они подразделяются на следующие виды:
- Отрезные.
- Дисковые.
- Угловые и концевые. Предназначаются для обработки выемок, уступов, наклонных поверхностей и пазов.
- Шпоночные. Они похожи на сверло и выполняют те же функции, что и концевые.
- Торцовые. Применяются на металлообрабатывающих станках вертикального типа для обработки различных плоскостей.
- Цилиндрические. Могут иметь винтовые или прямые зубцы, устанавливаются на станки горизонтального типа. Ими режут плоские поверхности.
К самой применяемой и широко распространённой группе относят отрезные и дисковые фрезы, на рассмотрении которых мы и остановимся.
Дисковая фреза
Этот тип оборудования является одним из самых производительных, он используется для выполнения уступов, отрезания заготовки, выделки разных выемок, канавок и пазов. У их зубцов на концах имеются дополнительные рабочие кромки, диаметр которых сильно превышает длину самого инструмента.
Этот тип фрезы был создан для работы с металлом в более сложных условиях, с зажатием и вибрацией. Вибрация может быть связана с маленькой жёсткостью тела оборудования или плохого отхода стружки из рабочей зоны.
Фреза по металлу дисковая делится на следующие разновидности:
- Прорезные.
- Трёхсторонние.
- Пазовые.
- Двухсторонние.
В пазовых дисковых фрезах имеются режущие зубцы только по внешней цилиндрической поверхности. Для фрезерования мелких канавок они очень удобны. У двухсторонних имеются и поверхностные, и торцовые зубья. У трёхстороннего оборудования зубцы покрывают поверхности и два торца, с их помощью можно одновременно обрабатывать несколько перпендикулярных плоскостей в уступах или пазах.
Чтобы на заготовках выполнять шпицы и узкие канавки, используют топкие дисковые инструменты, их ещё называют «пила». Фаски у них на торцах затачивают поочерёдно. В основном фаской снимается 50% рабочей кромки. Именно по этой причине слой металла, который срезается зубцами, меньше ширины будущей канавки. Подобная конструкция оборудования предусматривает промежутки между зубцами для стружки, которая за счёт этого легче выводится. Если ширина реза будет такой же, как у канавки, то стружка зацепится за стенки и застрянет, что может вызвать поломку режущей поверхности.
Отрезные фрезы
Фреза отрезная является разновидностью дисковой. Созданы они для деления целой заготовки на части и отрезания фрагментов болванок. Рабочих острых кромок на торцах нет, так как они размещены по периферии. По размерам зубьев различают такие типы отрезных фрез:
- С большими зубьями.
- С малыми.
- Со средними (нормальными).
Многие отрезные фрезы относятся к классу «В» по точности и имеют толщину больше 1 мм. Инструменты со средними и малыми зубцами применяются для фрезерования чугуна и стали, а с большими — для лёгких и мягких металлов.
Нюансы подбора оборудования
Выбрать для себя подходящий инструмент несложно, необходимо лишь знать характеристики и параметры оборудования. К таким параметрам относят число зубьев и материал, из которого выполнено изделие. Ключевым моментом для выбора материал изделия является прочность металла, который вы собираетесь резать.
Требуемое число зубьев
От того, какое количество зубьев у инструмента, зависит скорость обработки и чистота среза. Чем больше их количество, тем место спила будет чище. Но при этом сильно возрастает нагрузка на электромотор, процесс отвода из места распила стружки ухудшается. А из-за этих причин падает скорость вхождения в толщину металла и вращения инструмента. Если количество зубцов небольшое, то между ними увеличивается размер пазух. Эти факторы ускоряют распилку и облегчают вывод стружки. Но на торцах останутся бороздки, которые дополнительно следует зачищать.
Больше зубцов делают отрезным фрезам с отрицательным значением угла и габаритным поперечником. Меньшее число зубьев будет у устройства с положительным значением угла и небольшим поперечником.
Малое число зубов колеблется в пределах 10−40 штук, среднее — 40−80, а большое — 80−90. Именно образцы со средним числом зубьев подходят для различных видов распила. Именно такие образцы наиболее эффективны для работы по материалам разной твёрдости.
Для чистового фрезерования применяют режущие дисковые инструменты с мелкими зубцами, а для первичного — с крупными. Диски, предназначенные для черновой работы, отличаются беспрепятственным и быстрым отводом излишков стружки из глубоких зон распила.
Как подобрать материал
Для резки металлов с прочностью от 500 до 800 МПа применяются фрезы из быстрорежущей стали с добавлением молибдена, количество которого составляет примерно 5%. Для работы с металлами, прочность которых превышает 800 МПа, выбирают инструмент с содержанием кобальта до 5%. Для работы с драгоценными металлами изготавливают высокоточные фрезы из быстрорежущей стали наилучшего качества.
Для обработки нержавеющей стали применяются дисковые инструменты с напайками из карбида вольфрама. Такие зубцы не перетачивают, они покрыты слоем PVD.
Правила хранения и испытания
Проверка дисковых отрезных фрез на работоспособность и стойкость происходит на образцах, которые изготовлены из стали 45, со скоростью резания 20−100 метров за минуту. Проводятся испытания на фрезерных станках с применением спецоправки и правочных колец. Общая длина фрезерования каждого инструмента, который подвергается проверке по металлу, составляет 25−50 см.
Проверочную обработку производят с обязательной подачей охлаждающей жидкости, водного раствора эмульсола. После того как испытание будет завершено, явления окрашивания на режущих частях отрезных дисковых фрез должны отсутствовать. Если после тестирования фреза готова к дальнейшей эксплуатации, считается, что испытание на работоспособность она прошла.
Внешний вид оборудования анализируется, согласно ГОСТу, визуально. Осуществляется осмотр с помощью лупы с четырёхкратным увеличением. Твёрдость проверяется по стандарту 9013, а шероховатость — 9378.
Особенности стали для изготовления фрез
Оборудование выполняют из быстрорежущих сплавов, к которым относятся высоколегированные марки стали с повышенной теплостойкостью. Подобная отличительная черта достигается введением в сплав молибдена, хрома и ванадия в сочетании с вольфрамом. Для производства отрезных фрез в основном берут сталь таких марок: Р6М5, Р12, Р18.
На заводы для изготовления режущего инструмента сплавы поступают в виде стальных заготовок (в поковках).
Когда фрезы подвергают нагреву под закалку, в сплаве начинает формироваться аустенит. Он содержит относительно небольшое количество углерода и активно легируется. Режущий инструмент получает особую структуру после закалки и состоит из мартенсита с меленькими иглами, различных карбидов и остаточного аустенита.
Основными легирующими добавками для быстрорежущих сталей служат ванадий, вольфрам, молибден и кобальт. Именно эти элементы способны обеспечить нужную красностойкость материала. В подобные сплавы обязательно добавляют хром. Особое внимание уделяется количеству в стали углерода: его число должно быть таким, чтобы в сплаве могли сформироваться карбиды вводимых добавок. Если количество углерода будет меньше 0,7%, то готовая фреза не будет иметь нужную твёрдость.
Как на свойства сплавов влияют легирующие элементы:
- Фосфор и сера оказывают негативное воздействие на характеристики стальных быстрорежущих композиций. В сплаве их количество не должно превышать 0,03 и 0,015% соответственно.
- Вольфрам и молибден являются основными легирующими добавками. Именно благодаря им обеспечивается высокая степень эксплуатационной и красностойкости стали.
- Хрома в сплаве должно содержаться не более 4%. Он придаёт повышенную прокаливаемость металлу.
- Кобальт повышает красностойкость, но удаляет углерод из стали и понижает её прочность и вязкость.
Чаще всего инструмент изготавливают из стали марки Р6М5. Её стоимость ниже, но и фреза получается менее износостойкой, чем из материалов марок Р18 и р12.
Максимальная износостойкость у сплава Р18: в нём наибольшее количество вольфрама, отсюда и высокая стоимость. А по показателям теплостойкости лучшим считается инструмент, изготовленный из стали Р12.
Методы повышения износостойкости
Высокие эксплуатационные характеристики гарантирует качественная термическая обработка оборудования. Фрезу могут подвергать различным вариантам закалки, которые увеличивают их износостойкость. Выполняется закалка следующими методиками:
- Светлая. Это разновидность термической ступенчатой обработки. Чтобы её осуществить, необходимо охладить сталь специальными соединениями. В основном для этих целей применяется смесь расплавленной щёлочи и воды.
- Прерывистая. Такая технология популярна, так как она исключает риск появления в готовых изделиях трещин.
- Непрерывная. Применяется этот вид закалки редко, так как выполняется он с ускоренным охлаждением. А такие манипуляции часто вызывают появление трещин на приспособлении.
- Ступенчатая. Этот вид закалки включает в себя охлаждение заготовок в горячей атмосфере (до 600 градусов), а после — на открытом воздухе.
- Очень редко могут применять изотермические неполные или полные закалки, а также индукционный нагрев.
При термообработке нагрев производят:
- В соляных специальных ваннах.
- В газовых и электрических агрегатах в защитной среде.
- Высокочастотными токами.
Фрезы необходимы для обработки металлических изделий и прорезывания в них канавок и прочих отверстий, именно поэтому правильно подойдите к её выбору. Учтите все нюансы последующего процесса обработки и тип металла, с которым вы собираетесь работать.
их классификация, назначение, характеристики, особенности, плюсы и минусы, рекомендации как выбрать подходящий вариант
Ручной фрезер представляет собой станок для обработки деталей из древесины. Он устроен достаточно просто, но, обладая большим набором режущего инструмента, способен выполнять большое количество различных операций. Ручные станки могут стать полноценной заменой стационарным образцам, совмещая функции нескольких разновидностей — пазовальных, копировальных, гравировальных установок.
Компактность, малый вес и прочие достоинства ручных фрезеров сделали их универсальными и востребованными приспособлениями. Сменный режущий инструмент позволяет быстро изменить тип обработки материала. Рассмотрим его внимательнее.
Классификация
 Существуют разные виды фрез по дереву для ручного фрезера
Существуют разные виды фрез по дереву для ручного фрезера
Диаметр хвостовика
 Фрезы различают по диаметру хвостовика
Фрезы различают по диаметру хвостовика
К наиболее распространенным вариантам относят фрезы с хвостовиком на 6, 8 и 12 мм. Импортные модели привязаны к дюйму и чаще всего имеют четверть- или полудюймовый диаметр.
Примечательно, что между собой они никак не совмещаются, установить в миллиметровую цангу дюймовый хвостовик не получится. Учитывая высокие скорости резания, малейшее биение может стать причиной травм или порчи деталей. Поэтому важно использовать только соответствующие друг другу элементы.
Существуют также фрезы с нестандартным диаметром хвостовика, например, 7 мм. Они встречаются реже, но при покупке следует проверять параметры режущего инструмента.
Цанга — не патрон, она не может сжиматься в широких пределах. Высокая прочность зажима и удержания хвостовика требует использования подходящей по размеру оснастки.
Конструкция режущего органа

Существуют разные виды конструкции фрез:
- С жестко установленными кромками
- Со сменными лезвиями
- Монолитные фрезы
Первая группа наиболее многочисленная. Эти фрезы сравнительно дешевы и просты в изготовлении. Для тела инструмента можно использовать более мягкий металл, а лезвия приварить к основе, получая в итоге вполне работоспособную конструкцию.
Мнение эксперта
Кузнецов Василий Степанович
Сменные лезвия прижимаются к основанию резьбовыми фиксаторами. Удобство таких изделий состоит в увеличенном сроке службы — когда рабочая кромка полностью выйдет из строя, лезвие переворачивают и пользуются второй кромкой — сменные лезвия двусторонние. Это удобно и экономично, но требует определенных навыков при установке и настройке кромок.
Монолитные фрезы делаются из одной заготовки. Они обладают повышенной прочностью и надежностью, но способны выдержать лишь несколько процедур заточки. Для того, чтобы увеличить срок службы, их изготавливают из твердых высокоуглеродистых инструментальных марок стали.
Тип лезвий
 С помощью ручного фрезера можно создавать всевозможные профили, выемки или пазы, используя широкий ассортимент насадок
С помощью ручного фрезера можно создавать всевозможные профили, выемки или пазы, используя широкий ассортимент насадок
Существует три основных разновидности формы лезвий:
- Прямые. Во время касания с заготовкой производят действие, аналогичное ножам электрорубанка — срубают некоторое количество материала. Обладают повышенной производительностью, но способны разрушать древесину при движении против волокон;
- Наклонные. Обладают более мягким воздействием на заготовку. Рубящее движение приближено к режущему, что дает возможность более чистой обработки древесины. При этом, производительность несколько снижается;
- Спиральные. Производят наиболее щадящее воздействие на обрабатываемую поверхность. Выполняют только резку, без рубящих элементов в работе. Обеспечивают максимальную чистоту, но минимальную производительность.
Кроме этого, лезвия изготавливают из разных марок стали:
- Быстрорежущие. Обозначаются литерами HM. Применяются для обработки мягкой древесины, реже — для алюминиевых деталей;
- Твердосплавные. Маркируются буквами HSS. Предназначены для работы с твердыми породами дерева. Способны переносить сильный нагрев, обладают повышенной твердостью и прочностью. Цена таких фрез выше, чем у альтернативных разновидностей.
Выбирая фрезу, рекомендуется обращаться к образцам, средним по цене и прочим показателям. Дешевые экземпляры быстро выходят из строя, а самые дорогие виды редко оправдывают свою стоимость.
Выполняемые функции
 Концевые фрезы, которые относятся к наиболее распространенным инструментам, используемым для работ ручным фрезером
Концевые фрезы, которые относятся к наиболее распространенным инструментам, используемым для работ ручным фрезером
Фрезы по дереву способны выполнять различные операции:
- Изготовление пазов, гнезд, углублений различной формы.
- Копирование по заранее подготовленному шаблону.
- Придание кромке определенного профиля.
- Создание зубчатого профиля для продольной склейки, образование фигурной поверхности для филенок и т.п.
Мнение эксперта
Кузнецов Василий Степанович
Все виды рабочих операций могут быть выполнены только соответствующим инструментом. Выполнить определенную задачу, не имея подходящей по профилю или форме фрезы, невозможно.
Виды
Они делятся на:
- Пазовые. Режущая поверхность у них распространяется на торцовую и боковую стороны. Предназначены для создания продольных или глухих гнезд, пазов, углублений под установку различных деталей и т.п.
- Кромочные. Используются для обработки кромки деталей. Существуют конструкции с подшипником, проходящим по свободной части детали и обеспечивающим упор инструмента. Есть фасонные разновидности, делающие на кромке определенный узор или профиль. Они также могут иметь упорный подшипник или использоваться без него.
- Копировальные. Большинство таких фрез снабжены подшипником в верхней или нижней части режущей кромки. Они могут использоваться как в связке с заранее изготовленным шаблоном (при массовом производстве), так и обрабатывать край заготовки по имеющемуся углублению в верхней или нижней части.
 Большинство фрез изготавливается под выполнение тех или иных видов обработки
Большинство фрез изготавливается под выполнение тех или иных видов обработки
Все виды фрез подразделяются по форме режущей кромки:
- Галтельные. Имеют закругленный торец, что дает возможность делать пазы с U-образной формой дна. Могут использоваться для создания углубления в плоскости, или придавать соответствующую форму кромки.
- Прямые. Образуют прямоугольные углубления. Используются для создания гнезд, четвертей или иных пазов.
- V-образные. Создают углубление, подобное галтельным фрезам, но с заостренным днищем паза и прямыми стенками. Также способны обрабатывать кромку, создавая фаску с определенным углом наклона и глубиной погружения.
- Т-образные или ласточкин хвост. Это конструкционные типы фрез, предназначенные для создания шиповых соединений повышенной прочности. Требуют опыта и навыков, но дают весьма надежный результат.
- Фигурные. Образуют профиль различных типов, используются для изготовления оконных рам, дверных филенок, обработки краев столешниц и т.д. Существует большое количество таких фрез. Каждая из них дает только один вариант профиля, но иногда может использоваться частично.
Как правило, фрезы приобретаются наборами. Это позволяет получить сразу все наиболее необходимые виды, позволяющие производить большинство операций. Если требуются дополнительные виды режущего инструмента, их можно докупить по отдельности. Опытный мастер всегда имеет большое количество фрез, что значительно расширяет его возможности. При покупке надо внимательно рассмотреть все параметры, уточнить диаметр хвостовика и прочие особенности элементов набора. Это позволит исключить проблемы во время обработки материала.
Технические характеристики

Основными параметрами фрез являются:
- Диаметр хвостовика.
- Тип и материал лезвия.
- Пределы скорости вращения.
- Допустимая температура нагрева при обработке.
- Посадочный диаметр для подшипника (если имеется).
- Длина рабочей части.
- Конструкционные особенности инструмента.
Большинство характеристик зависит от материала, из которого изготовлена фреза. Чем прочнее и надежнее инструмент, тем выше его стоимость.
Особенности
 Особенности
ОсобенностиОтличительной особенностью фрез по дереву является многообразие разновидностей режущих кромок. Кроме этого, имеется способность обрабатывать материал как в боковом, так и в осевом направлении.
Если на стационарных станках используется преимущественно один способ обработки, то для ручного инструмента доступны любые операции, для которых имеется соответствующая фреза. Кроме того, только этим станком могут быть созданы глухие углубления в древесине.
Еще одной уникальной особенностью фрез для ручного фрезера является способность выполнять художественно-декоративную обработку поверхностей, создавать узоры, рисунки, элементы геральдики и т.п. Для этого можно использовать копиры, масштабируемые приспособления и прочую оснастку.
Плюсы и минусы
К достоинствам инструмента следует отнести:
- Большой выбор разновидностей.
- Прочность, надежность инструмента.
- Устойчивость к нагрузкам, нагреву, прочим воздействиям.
- Высокие скорости резания дают чистую и гладкую поверхность.
- Есть возможность приобрести сравнительно дешевые или более дорогие виды инструмента.
 Фрезы по дереву имеют, как плюсы так и минусы
Фрезы по дереву имеют, как плюсы так и минусы
Недостатками следует считать:
- Заточка или восстановление фрез в большинстве случаев невозможны.
- Каждый образец способен выполнять только одну задачу.
- Диаметр хвостовика рассчитан на определенный вид цанги. Совместить несоответствующие элементы невозможно.
- Дешевые виды фрез демонстрируют слабое крепление лезвий к основе. Часто они отрываются, что опасно и создает неровности на обработанной поверхности.
Мнение эксперта
Кузнецов Василий Степанович
Несмотря на имеющиеся недостатки, фрезы для ручного фрезера позволяют производить большой перечень операций и демонстрируют высокое качество обработки материала.
 Перед тем как выбрать фрезу, надо в первую очередь определиться со способом ее крепления, а точнее, в каких единицах измеряются диаметр хвостовика — дюймах или миллиметрах
Перед тем как выбрать фрезу, надо в первую очередь определиться со способом ее крепления, а точнее, в каких единицах измеряются диаметр хвостовика — дюймах или миллиметрах
Как выбрать?
В первую очередь, следует заранее выяснить, какие виды режущего инструмента нужны, их тип, форма кромки, наличие подшипника и прочие особенности. При покупке следует определиться, для каких целей нужен режущий инструмент, какие объемы работ планируется выполнить, и насколько твердую и плотную древесину надо обрабатывать.
Исходя из этих факторов выбирают тот или иной вид фрез. Если требуется купить дорогой образец, рекомендуется попросить у продавца сертификат соответствия, поскольку на рынке имеется большое количество подделок из стран Юго-Восточной Азии.
Если с предоставлением документов случаются какие-то проблемы, следует поискать нужные фрезы в другом месте. Количество инструмента на рынке огромно, отыскать качественный образец не составит сложности.
Как ухаживать за фрезами и что следует знать
Наборы продаются в специальных фанерных ящичках со специальными гнездами для установки фрез. Ухаживать за таким инструментом проще всего — надо защитить их от контактов с атмосферной влагой. Проще всего поместить контейнер в полиэтиленовый пакет, что обеспечит надежную защиту от сырости. Отдельные элементы хранят в собственных упаковках (если есть) или в отдельных контейнерах.
Для них также следует обеспечить максимальное отсутствие влаги, в чем поможет полиэтиленовый пакет или герметичная коробка. Хранить их следует в сухом отапливаемом помещении, иначе при внесении в теплую мастерскую они сразу отпотеют и покроются капельками водяного пара.
Мнение эксперта
Кузнецов Василий Степанович
Советы опытных владельцев единодушны — специального ухода за режущим инструментом такого типа не требуется, надо лишь обеспечить условия для хранения.
Приходилось ли вам работать ручным фрезером по дереву?
Постоянно!Не довелось
В заключение следует отметить:
- Режущий инструмент для ручного станка обладает огромным разнообразием видов и размеров.
- Чем большим количеством элементов обладает пользователь, тем шире его возможности.
- Каждая фреза может выполнять только один вид обработки.
Для того, чтобы использовать наиболее качественный и надежный инструмент, надо иметь некоторый опыт обращения с продукцией разных фирм. Нередко самые дорогие модели уступают по качеству более дешевым образцам. При этом, для ответственных и чистых работ надо применять изделия ведущих производителей, которые демонстрируют наибольшую эффективность и отсутствие изъянов поверхности.
Читайте также другие полезные статьи:
Видео-обзор: Виды фрез по дереву и их назначение
Фреза — Википедия. Что такое Фреза
Торцевая фрезаФреза́ — инструмент с одним или несколькими режущими лезвиями (зубьями) для фрезерования. Виды фрез по геометрии (исполнению) бывают — цилиндрические, торцевые, червячные, концевые, конические и др. Виды фрез по обрабатываемому материалу — дерево, сталь, чугун, нержавеющая сталь, закаленная сталь, медь, алюминий, графит. Материал режущей части — быстрорежущая сталь, твёрдый сплав, минералокерамика, металлокерамика или алмаз, массив кардной проволоки. В зависимости от конструкции и типа зубьев фрезы бывают цельные (полностью из одного материала), сварные (хвостовик и режущая часть состоит из различного материала, соединённые сваркой), напайные (с напаянными режущими элементами), сборные (из различного материала, но соединённые стандартными крепёжными элементами — винтами, болтами, гайками, клиньями). Отдельно выделяют фрезерные головки — фрезы со сменными пластинами из твердого сплава и быстрорежущей стали. Также такие фрезы часто называют механическими, а головку без ножей — корпусом. На рисунке представлена торцовая фреза с механическим креплением твёрдосплавных пластин.
Концевые фрезы
Концевые фрезы.Концевая фреза (end mill) — это режущий инструмент, используемый в промышленных фрезерных станках. Она отличается от сверла применением, геометрией и производством. В то время как сверло может работать только в осевом направлении, концевые фрезы в общем случае могут работать во всех направлениях, хотя некоторые из них не могут работать в осевом направлении. Концевые фрезы отличаются креплением в шпинделе фрезерного станка. Крепление фрез в шпинделе станка производят при помощи цилиндрического или конического хвоста.
Концевые фрезы подразделяют на:
- концевые обыкновенные с неравномерным окружным шагом зубьев, с цилиндрическим и коническим хвостовиками;
- концевые, оснащённые коронками и винтовыми пластинками из твёрдого сплава;
- концевые шпоночные с цилиндрическим и коническим хвостовиками;
- шпоночные, оснащённые твёрдым сплавом;
- концевые для Т-образных пазов;
- концевые для сегментных шпонок.
Фрезы с плоским торцом
Фрезы с плоским торцом используются для раскроя, выборки, черновой обработки. Кончик фрезы имеет «П» образную форму. Диаметр хвостовика от 0.2 мм. Диаметр рабочей части от 0.2 мм. В ряде случаев имеет угловые скругления с радиусом до 0.5 мм. Количество зубьев варьируется от 1 до 6. Направление витков для отвода стружки может иметь разные направления: правое (стружка вверх), левое (стружка вниз), прямое (стружка по вектору движения), гибридное (правое с одним витком влево).
Сфера применения зависит от количества зубьев:
- фреза с плоским торцом одним зубом используется для чёрной обработки, раскроя;
- фреза с плоским торцом двумя зубьями используется для черновой, получистовой обработки и раскроя;
- фреза с плоским торцом с количеством зубьев более трех используется для выборки, получистовой и чистовой обработки мягких металлов, стали, углеродистой и легированной стали.
Угловые фрезы
Угловые фрезы находят применение преимущественно для фрезерования канавок. Они бывают:
- одноугловые;
- двухугловые.
Одноугловые фрезы применяют для фрезерования прямых канавок на фрезах и другом инструменте.
Двухугловые несимметричные фрезы применяют для фрезерования прямых и винтовых канавок, а симметричные для фрезерования канавок фасонных фрез.
Дисковые фрезы
Трёхсторонняя дисковая фрезаДисковые фрезы необходимы для резки, разрезов или других операций, связанных с грубой обработкой металла или неметалла.
Дисковые фрезы бывают трёх типов:
- шлицевые или шпоночные;
- двусторонние;
- трёхсторонние.
Шлицевые дисковые фрезы имеют зубья только на цилиндрической поверхности. Для уменьшения трения по торцам толщина фрезы делается на периферии больше, чем в центральной части у ступицы. Важным элементом дисковой пазовой фрезы является ширина, так как фреза предназначена в том числе и для обработки пазов. Важной областью применения дисковой пазовой фрезы является распиловка заготовок из дерева и металла.
Двусторонние дисковые фрезы, кроме зубьев, расположенных на цилиндрической поверхности, имеют зубья на торце.
У трёхсторонних дисковых фрез зубья расположены на цилиндрической поверхности и на обоих торцах. Условия резания у торцовых зубьев менее благоприятны, чем у зубьев, расположенных на цилиндрической поверхности. Небольшая глубина канавки у торца не даёт возможности получить необходимые задние и передние углы.
Дисковые фрезы со сменными твердосплавными пластинами могут быть регулируемыми, то есть в зависимости от положения картриджей, к которым крепятся пластины, фреза может делать пазы различной ширины.
Фрезы бывают с напайными пластинами и со сменными.
Зачастую фрезы применяют для профилирования деревянных деталей для изготовления деревянных евроокон, дверного штапика, для мебельных фасадов, изготовления окон, филенчатых дверей, дверей под стекло, филенки и дверной коробки, плинтуса, реечного плинтуса, европлинтуса, изготовления галтелей, полугалтелей, штапов, полуштапов, стенового бруса, для обработки пазов, обработки четвертей, изготовления доски пола паркета, для изготовления фасонных многопрофильных изделий, обшивочной доски вагонки, наличника, поручня, стенового бруса, обработки кромок бруса, для изготовления радиусной обшивочной доски для стенового бруса типа BLOCK-HOUSE.
Фрезы со сферическим торцом
В металлообработке фрезы со сферическим торцом используются для изготовления и др. деталей сложной формы. Таких, как штампы, пресс-формы, лопатки турбин и т. д. Хотя чаще фрезы со сферической головкой изготавливаются цельнотвердосплавными (монолитными), но встречаются и варианты со сменными пластинами.
В деревообработке фрезы со сферическим торцом используются при изготовлении 3D-изделий (высокохудожественная фрезеровка) при производстве мебели, резных изображений (картин, икон), элементов декора и т. п. В последнее время часто используют конические фрезы со сферическим торцом для 3D-фрезерования.
См. также
Производство
Фрезы изготавливают из прочных сплавов. Заготовки режутся из прутка необходимого диаметра и проходят механическую обработку на токарном и фрезерном станках. После чего заготовки подвергают термообработке в солевых банях при температуре от 650° до 1200°С. Конечный вид фрезе придаёт чистовая обработка на шлифовальном станке.
Покрытия
В начале 1990-х годов для уменьшения износа и трения, кроме иных методов упрочнения, начинается применение износостойких покрытий. В основном, это покрытия из:
Литература
- Фреза // Энциклопедический словарь Брокгауза и Ефрона : в 86 т. (82 т. и 4 доп.). — СПб., 1890—1907.
- Кожевников Д. В., Кирсанов С. В. Металлорежущие инструменты. Учебник (гриф УМО). Томск: Изд-во Томского ун-та. 2003. 392 с. (250 экз.).
- Кожевников Д. В., Кирсанов С. В. Резание материалов. Учебник (гриф УМО). М.:Машиностроение. 2007. 304 с. (2000 экз.).
Примечания
Ссылки
15 полезных средств лечения поломки фрез на малых станках с ЧПУ [обновление 2018]

Сегодняшние легкие фрезерные станки с ЧПУ способны выполнять поистине потрясающие работы…
Недавно я получил записку от нового пользователя калькулятора G-Wizard, который также является новичком в ЧПУ. У него есть легкий фрезерный станок с ЧПУ, и он собирался сделать свои первые разрезы. Он хотел знать, есть ли у меня какие-то особые предложения для него, прежде чем он нажмет зеленую кнопку в отношении каналов и скоростей. Я точно знал, откуда он пришел, и с любовью вспомнил, как делал первые разрезы на своих собственных станках — ручных токарных и фрезерных станках еще до того, как у меня появились станки с ЧПУ.Это было много лет назад, но это было настолько нервно, что я действительно сочувствую новичкам, которые готовятся сделать первый шаг в изготовлении фишек. Они не только действительно не знают, чего ожидать, но и не знают того, чего еще не знают, и, вероятно, полностью осознают, что их машины не совсем промышленные гиганты.
Не поймите меня неправильно — современные легкие фрезерные станки с ЧПУ и другие станки способны на действительно потрясающую работу. Но есть страх перед неизвестным на работе над новичками, и, что еще хуже, они плохо знакомы со стандартной отраслевой терминологией.Они ищут очень дословные статьи, которые помогут им начать работу, в которых они рассказывают на их конкретном языке об их конкретном виде машины. Это заставило меня подумать, что пора написать эту статью, в которой мы изложим особенности работы с легким фрезерным станком с ЧПУ для начинающих. Я собираюсь изложить некоторые мысли начинающей бригаде маршрутизаторов в виде списка небольших советов, чтобы у вас было несколько простых рецептов для начала.
1: Понять понятие «зоны наилучшего восприятия» подачи и скорости
О понятии «сладкое пятно» мы говорили в начале статьи.То, как это применимо к маршрутизаторам, заключается в том, что мы в основном режем программные материалы (например, дерево и пластик) на маршрутизаторах. Программное обеспечение материала относительно нашего резака, тем больше зона наилучшего восприятия. Это означает, что для мягких материалов допуск на ошибку больше, чем для твердых, например металлов.
Между прочим, для меня подражание — самая искренняя форма лести. Если у вас есть какие-либо сомнения, что идея «сладкого пятна» не для маршрутизаторов с ЧПУ, ознакомьтесь с этим сообщением в блоге компании Multicam, которая производит промышленные маршрутизаторы.Я бы сказал, что тот, кто составил их диаграмму зоны наилучшего восприятия, должен быть читателем CNCCookbook. Я нигде больше не видел эту диаграмму, и несколько лет назад я создал ее для нашего курса бесплатных каналов и скоростей. Если вы хотите лучше понять Feeds и Speeds, я настоятельно рекомендую прочитать хотя бы статьи для начинающих из этого курса. Это не займет много времени, и наличие этих базовых концепций поможет всему обрести смысл.
2: Начните с более мягких и легких материалов
Многие хотели бы начать с алюминия или того хуже.Это выполнимо, но не лучшее место для начала. Выберите что-нибудь более щадящее, например, дерево. «Прощение» в данном случае означает, что у материала большая зона наилучшего восприятия. Это означает, что подойдет более широкий диапазон каналов и скоростей. Что касается металлов, вам нужно хорошо разбираться в деталях. Для дерева или пластика предел погрешности выше.

Начните с более легких материалов, таких как дерево, в этом удивительном проекте пистолета с резиновой лентой — у него гораздо больше зоны комфорта, чем у металлов…
Как только вы будете готовы заняться чем-то более сложным, обязательно прочтите все специальные приемы, о которых вам, возможно, понадобится знать.Например, алюминий — это, вероятно, самый распространенный металл, который вы захотите разрезать. Обязательно ознакомьтесь с нашей статьей, в которой даны 10 советов по резке алюминия с помощью фрезерного станка с ЧПУ. Оказывается, что иногда подачи и скорости недостаточно, чтобы уберечь вас от неприятностей. При резке алюминия есть еще кое-что, на что нужно обратить внимание.
3: Используйте калькулятор подачи и скорости, чтобы оставаться в зоне наилучшего восприятия
Схема зоны наилучшего восприятия концептуальна. Вам необходимо откалибровать вашу машину, материалы, которые вы используете, резак, который вы используете, а также потребности вашего проекта, чтобы получить фактические подачи и скорости.Самый простой способ сделать это и многое другое — использовать качественный калькулятор каналов и скорости, такой как наш собственный калькулятор G-Wizard. Попробуйте воспользоваться нашей 30-дневной бесплатной пробной версией, и я думаю, вы обнаружите, что не можете жить без нее. Лучше всего для любителей малых фрезерных станков с ЧПУ наша недорогая подписка на 1 год (79 долларов США) — это все, что вам когда-либо понадобится, поскольку она позволяет вам рассчитывать сокращение мощности до 1 лошадиных сил на всю жизнь, при этом все будущие обновления и обслуживание будут бесплатными. При такой цене он не должен препятствовать тому, чтобы вы сломали очень много резаков, прежде чем он полностью окупится.
Помимо упрощения каналов и скорости, G-Wizard имеет ряд других функций, которые помогут вам, которые трудно или невозможно найти в любом другом калькуляторе каналов и скоростей. Например, G-Wizard работает не только со стандартными фрезами, такими как спиральные сверла и концевые фрезы, но и со специальными фрезами, которые часто используются с фрезерными станками с ЧПУ, в том числе с вырезами, обжимными резцами и т. Одна из моих любимых функций — функция «Советы»:

Советы G-Wizard указывают на полезные подсказки, которые трудно найти в противном случае…
Подсказки — это качественные вещи, которые нельзя выразить числами.Например, если вы пытаетесь резать алюминий фрезером, упомянутые здесь два нижних совета имеют решающее значение для вашего успеха — убедитесь, что вы используете менее 4 канавок, и попробуйте использовать какой-либо вид смазки. Такие советы полезны для всех — их буквально сотни, и я знаю, что не всегда запоминаю их все, но они действительно могут ускорить успех новичков. Каждый профессионал знает, что нельзя использовать 4 фрезы для обработки алюминия, но большинство новичков не слышали этого практического правила.
4: имейте в виду, что ваша машина, вероятно, не очень жесткая, и приспособьтесь к этому
Жесткость машины — это способность машины сопротивляться изгибу при приложении силы к раме. Обычным источником этих сил являются силы резания, когда ваш станок прорезает любой материал, который вы ему подаете. В целом жесткость машины пропорциональна массе, конструкции и рабочему диапазону. Промышленный фрезерный станок с ЧПУ — действительно большой и тяжелый зверь. Мини-фрезерный станок Haas стоимостью 35 000 долл. США является самым легким в линейке промышленных изделий, но при этом весит около 4 000 фунтов.Ваш маленький маршрутизатор может не весить даже 100 фунтов. Shapeoko 3, изображенный в верхней части этой статьи, является одним из наиболее жестких дизайнов, но вы можете легко взять его в свои две руки.
Рабочий диапазон относится к поездкам на одной из этих машин. Фрезерные станки с ЧПУ имеют больший ход для своего веса по сравнению с фрезерными станками с ЧПУ. В результате они становятся менее жесткими. В случае легких маршрутизаторов они могут быть НАМНОГО менее жесткими. Что это значит для вашего резака и проекта? Если станок изгибается, он может просто изгибаться в направлении, при котором резак будет глубже втягиваться в стенку разреза.Это означает, что силы резания возрастают, и резак может сломаться прямо здесь, если он находится близко к краю.
Теперь вы задаетесь вопросом: «Как я могу приспособиться к этому?» Что ж, оказывается, это еще одна эксклюзивная функция нашего калькулятора G-Wizard. Когда вы определяете профиль машины, то есть как вы сообщаете G-Wizard, на что способна ваша машина, вы сообщаете ему вес вашей машины и ее перемещение по осям X, Y и Z. Исходя из этого, он имеет возможность регулировать кривую мощности вашего шпинделя, чтобы станок работал как гораздо более жесткий станок.Как это работает?
Сначала мы построили типичное соотношение этих переменных для промышленных машин:
Согласование мощности шпинделя с массой станка…
Мы взяли это соотношение между весом и мощностью вместе с третьей переменной — рабочим диапазоном — и использовали его для экстраполяции максимальной мощности шпинделя, которую вы можете использовать без чрезмерного изгиба рамы машины. Затем G-Wizard будет использовать эту информацию, чтобы уменьшить поток и скорость, чтобы оставаться в этих пределах.Это очень мощный инструмент, помогающий небольшим машинам надежно обеспечивать лучшие результаты. Это также отличная отправная точка для начинающих. Со временем вы захотите увидеть, насколько ваша конкретная машина может дозвониться от этих ограничений, чтобы вы могли быстрее сокращать работу. Но когда точность и качество поверхности действительно имеют значение, приятно иметь возможность вернуться к этой настройке. Владельцы действительно маленьких машин, таких как Sherline’s и Taig, говорят мне, что они добились отличных результатов с этой функцией.
Подробнее о том, как настроить регулировку веса небольшой машины, читайте здесь.
5: По возможности используйте фрезы большего диаметра и карбид тоже
Иногда мне кажется, что владельцы небольших станков боятся резцов большего размера — они просто выглядят слишком страшно для этих маленьких станков. Как будто они собираются придать заготовке слишком много насилия. А может, дело в стоимости. Полагаю, резаки большего размера могут выглядеть намного дороже.
Но большие фрезы имеют два важных преимущества:
- Они намного прочнее
- Они менее чувствительны к биению
Давайте сначала поговорим о силе.G-Wizard Calculator имеет отличный калькулятор жесткости, встроенный во вкладку Quick Reference. Давайте сравним прочность концевой фрезы 1/8 дюйма и концевой фрезы 1/4 дюйма:

Увеличение диаметра вдвое привело к увеличению прочности в 16 раз!
Увеличение диаметра инструмента вдвое дает в 16 раз большую жесткость, что является хорошим признаком того, что сломать его в 16 раз сложнее. Я знаю, какой из этих двух я хочу использовать для своих ранних экспериментов с неуклюжими руками — я каждый раз беру более мощный инструмент.
А теперь поговорим о выбросе — термине, который новичок, вероятно, не узнает. Биение — это то, что происходит, когда инструмент вращается не точно по центральной оси шпинделя. Все шпиндели имеют некоторое биение. Державки и цанги могут увеличить биение. Менее дорогие станки будут иметь большее биение, чем более дорогие станки (и державки), потому что часть расходов идет на изготовление изделий с более жесткими допусками. Эффект биения заключается в том, что, поскольку инструмент смещен относительно центра, некоторые канавки режут глубже, чем другие.Я слишком драматизировал это, но эта иллюстрация может помочь вам понять:

Инструмент режет не по центру при биении, заставляя его выполнять больше работы с некоторыми канавками, чем с другими …
Биение является проблемой для стойкости инструмента в целом, поскольку оно заставляет большую часть работы по резанию выполнять канавки, которые больше выступают из-за биения. Но если биение достаточно велико, оно может заставить канавку сделать так много работы, что инструмент сразу же сломается.
Ого! Насколько велик биение и сколько у моей машины и что мне с этим делать? Я слышу, как быстро возникают эти вопросы.
Биение можно рассматривать как процент от диаметра инструмента. Чем больше инструмент, тем большее биение он выдерживает — поэтому я советую начинать с инструментов большего диаметра, где это возможно. Крошечные микромельницы, используемые для точной гравировки и обработки деталей, известны своей чувствительностью к биению. Оказывается, мы можем количественно выразить это с помощью числа, называемого «загрузка чипа».
Каждая фреза рассчитана на определенную стружку. G-Wizard предоставит вам значения загрузки стружки для различных подач и скоростей, а также сделает хорошее консервативное предположение о том, какой должна быть максимальная нагрузка стружки для вашего фрезы.Вернемся к нашему примеру 1/4 ″ против 1/8 ″ сверху. Типичная твердосплавная фреза для алюминия 1/4 дюйма допускает стружку 0,002 дюйма. Это всего 2 тысячных дюйма — не очень много! Если вы превысите это количество, резак может очень быстро сломаться. А наш резак 1/8 дюйма, для сравнения, позволяет вдвое меньше — 0,001 дюйма.
Теперь идет наш фрезерный станок с ЧПУ. Его шпиндель имеет определенное биение. Цанга добавляет к этому большее биение. Допустим, это довольно приличный шпиндель, а биение, возможно, равно 0.00025 ″. Это 2,5 десятитысячных дюйма — КРОШЕЧНО! Типичный человеческий волос в 10 раз больше толщины. Но это биение составляет 1/4 от общей допустимой нагрузки на чип, которая у нас есть. Что касается биения, то можно подумать, что биение и нагрузка стружки являются аддитивными — вы складываете их вместе, чтобы получить представление о действительной нагрузке стружки, влияющей на резец.
К настоящему времени, я уверен, вы начали сильно беспокоиться. Что, если ваше биение на самом деле довольно велико? Как я когда-нибудь смогу использовать маленькие резаки?
Не бойтесь, некоторый допуск на биение встроен в технические характеристики фрезы.Это то, на что следует обратить внимание, если вы постоянно ломаете фрезы, даже если все остальное делаете правильно. Это одна из первых вещей, которые я сделал, сломав маленькие резаки. Я помню, как однажды днем я прошел через пять концевых фрез 1/8 дюйма. В конце концов я нашел новую цангу, которую я купил, которая была неисправна — ее биение составляло несколько тысячных.
Если вам интересно, вы можете измерить биение. Вы можете поменять цанги местами, чтобы проверить, не вышла ли у вас плохая. И вы должны держать ваши цанги и конус шпинделя чистыми, как свисток.Крошечные маленькие стружки могут попасть туда, они могут поворачивать вещи в одну или другую сторону и вызывать нежелательное биение.
6: Помните об прогибе — как о биении, которое оно увеличивает нагрузку на микросхему

Ваш резак действительно может сгибаться или прогибаться в разрезе…
Если вы надавите на конец режущего инструмента пальцем, он немного отклонится. В зависимости от режущего инструмента отклонение может быть незаметным, но будьте уверены, оно отклоняется, даже если только в микроскопическом масштабе.Когда фреза находится в резке, образуя стружку, на нее действуют значительные силы, которые пытаются заставить ее отклониться. В зависимости от того, что именно происходит, инструмент может отклоняться в любом направлении. Как ни странно, он может даже отклониться так, что он врежется в стенку разреза глубже, чем вы предполагали. Это связано с тем, как зубья фрезы врезаются в стену и пытаются ее втянуть. Точная ориентация всего, что связано с тем, выполняете ли вы лазание или обычное фрезерование.Я оставлю последнее как более сложную тему — щелкните ссылку, если вам интересно, но нам, как новичкам, пока не нужно беспокоиться об этом.
Когда режется глубже, чем предполагалось, прогиб инструмента добавляется к нагрузке на стружку, как и биение. Думаю, это еще одна причина предпочесть инструменты большего диаметра. Мы можем использовать калькулятор жесткости G-Wizard, чтобы поэкспериментировать с 3 переменными и увидеть их влияние на жесткость. Из предыдущего примера мы знаем, что удвоение диаметра приводит к тому, что инструмент становится в 16 раз более жестким.Даже небольшое увеличение диаметра действительно может значительно повысить жесткость. Есть еще один параметр, о котором следует помнить, это «вырывание».
«Вылет» — это расстояние, на которое инструмент выступает из державки или цанги. Эта часть не поддерживается, и именно здесь будет происходить изгибание. Возьмем нашу концевую фрезу 1/8 дюйма. Если мы сравним вылет 3/4 дюйма с вылетом 1,5 дюйма, мы увидим, что более длинный вылет сделал инструмент в 8 раз менее жестким. Правильно — удвоение вылета дает в 8 раз меньше жесткости. Мораль этой истории заключается в том, чтобы не выдвигать фрезу из цанги дальше, чем это необходимо, и использовать максимально возможный диаметр, чтобы сделать вещи жесткими, чтобы противостоять прогибу инструмента.
Другая вещь, которую нужно сделать, это знать, сколько отклонения инструмента мы получаем для определенной комбинации параметров подачи и скорости. G-Wizard рассчитает ваш прогиб для каждого реза и подсвечивает прогиб красным цветом, если это может быть проблемой:

Неполадка, связанная с отклонением инструмента…
Это настоящая катастрофа при отклонении инструмента: отклонение 0,011 дюйма на фресе 1/8 дюйма, которая может выдерживать нагрузку только 0,001 дюйма!
Что делать, если прогиб слишком велик? Вот краткая шпаргалка:
- Используйте фрезу большего диаметра.
- Используйте меньший вылет.
- Используйте твердосплавные фрезы вместо фрез из быстрорежущей стали — они в 3 раза жестче для любого диаметра и вылета.
- Измените параметры резания, чтобы уменьшить силы резания, чтобы они находились в пределах отклонения.
Последний часто является вашим единственным выбором, поскольку другие факторы не позволяют выбрать другой резак. И здесь снова может помочь G-Wizard. Это единственный калькулятор подачи и скорости с нашей эксклюзивной функцией Оптимизатора резки. Оптимизатор обрезки позволяет удерживать постоянную ширину или глубину реза при вычислении максимального значения, которое другая переменная может находиться в пределах отклонения.Допустим, вы прорезаете паз на полную ширину с помощью этого резца 1/8 дюйма, показанного выше. Насколько глубоко мы можем заходить за каждый проход?
Просто щелкните маленький значок спидометра рядом с надписью «Глубина резания», и он вернется с ответом. В этом случае мы можем резать только 0,008 дюйма глубины за каждый проход. Это займет миллион проходов и займет целую вечность. Поэтому мы уменьшаем вылет с 1,75 ″ до 1 ″ и снова рассчитываем. Теперь мы можем сократить проход на 0,042 дюйма, что в 5 раз лучше. Если мы сможем уменьшить вылет до 1/2 дюйма, мы сможем делать проходы глубиной до 1/2 дюйма, в этот момент цанга входит в контакт с заготовкой, так что в любом случае это так хорошо, как мы можем.
7: Обратитесь к консерваторам как новичок, но убедитесь, что вы не слишком замедляетесь!
Как новичок, вы, естественно, хотите быть консервативным. Чем медленнее, тем лучше. Так что, возможно, вы снизили частоту вращения шпинделя до упора и скорость подачи уменьшили настолько, что он почти не двигается. Пока вы на нем, у вас есть ширина реза, поэтому он едва касается стены материала. Это лучший способ быть по-настоящему консервативным, верно?
НЕПРАВИЛЬНО! Возможно, вы только что выбрали идеальное средство от пыток для вашего многострадального закройщика.
Но как такое может быть? Как на самом деле более консервативное изменение каждого параметра может быть хуже для резака? Это связано с парой скрытых геометрических эффектов, называемых «истирание» и «радиальное истончение стружки». Они кажутся сложными, но с помощью пары диаграмм их довольно легко разобрать.
Начнем с трения и обратимся к этой диаграмме:
Трение происходит, когда рез слишком мал по сравнению с остротой режущей кромки…
Представьте, что красная деталь — это заготовка, а синяя — одна из режущих кромок вашей концевой фрезы.Если бы мы посмотрели на край с достаточным увеличением, мы бы увидели, что он никогда не доходит до острого края — это круглый радиус в некотором масштабе. Теперь, если центральная линия радиуса находится на ниже поверхности заготовки, как на верхней диаграмме, край может получить под материала и срезать его вверх, чтобы снять хороший чистый стружку. Вот чего мы хотим!
OTOH, если рез слишком неглубокий, центральная линия радиуса кромки будет проходить над поверхностью заготовки.Не поддается нарезке. Вместо этого нижняя часть радиуса пахает по , и если она вообще отслаивает стружку, она отрывает ее от истирания . Именно это последнее условие мы имеем в виду, когда говорим, что резак «трут». Вы можете себе представить, что при трении выделяется много тепла, потому что вместо того, чтобы отрезать стружку, она теряется и отрывается. Тут гораздо больше трений.
Как сделать так, чтобы этого не произошло? Что ж, мы должны убедиться, что загрузка чипа достаточна для , но не слишком много для .Это проблема Златовласки , где загрузка чипа должна быть как раз . Это просто еще один способ сказать, что мы должны оставаться в сладких местах, о которых мы говорили выше. Слишком низкая скорость подачи совсем не консервативна, это плохо сказывается на фрезе, потому что она перегревает фрезу из-за трения. Перегрев смягчает резак, если он становится достаточно горячим, и в конечном итоге это притупляет резак. Вскоре после этого он сломается.
А что насчет другого пугающе звучащего термина «радиальное утончение стружки».«Забудьте, как это страшно, и давайте посмотрим на другую картинку:
При неглубокой резке стружка получается тоньше, чем ожидалось…
Если смотреть сверху, то на диаграмме показано, как более мелкая резка приводит к более тонкой стружке. Вернемся к нашему термину «Chipload». Мы никогда точно не описывали, что такое Chipload, но сейчас самое время: стружка — это толщина стружки, которую снимает наш резак. Фактически, если мы возьмем стружку и выпрямим ее, мы сможем измерить ее толщину, чтобы определить фактическую нагрузку на стружку при резании.
Теперь мы можем видеть из диаграммы выше, насколько тоньше стружка, когда мы делаем неглубокий надрез. А что произойдет, если мы позволим им стать слишком тонкими по сравнению с режущей кромкой? Почему мы трутся и, как мы видели, это очень плохо сказывается на стойкости инструмента. Таким образом, сочетание сверхнизкой подачи и сверхмалого резания внезапно превратилось в настоящую бурю страданий для нашего когда-то счастливого маленького резака.
Что делать?
Ответ снова находится в нашем калькуляторе подачи и скорости.Он должен автоматически применять расчет, который учитывает ширину реза, и это фактически увеличит скорость подачи, если мы укажем очень мелкие резы. Вы, наверное, думали, что это произошло потому, что мы можем быть более агрессивными при неглубоких разрезах, верно? Да, мы можем, но мы также должны ускориться, чтобы сохранить уровень агрессивности, который, как мы уже думали, был у нас из-за истончения стружки:
«Теперь вот, видите ли, нужно все, что вы можете сделать, чтобы оставаться на том же месте. Если вы хотите попасть в другое место, вы должны бежать как минимум в два раза быстрее! » — Красная королева из «Алисы в стране чудес».Верно в стране чудес и верно, когда решающим фактором является уменьшение толщины стружки.
Утончение стружки необходимо учитывать только для пропилов менее половины диаметра фрезы. Но для всех этих случаев следует скорректировать скорость подачи.
Итак, как правильно набрать номер?
Прежде всего, такое программное обеспечение, как G-Wizard, будет очень стараться, чтобы все работало в пределах заявленных диапазонов производительности вашего компьютера. Он знает, как идти на компромиссы. Во-вторых, G-Wizard включает в себя множество вспомогательных средств, которые помогут вам настроить вещи по своему вкусу.Мне больше всего нравится слайдер Tortoise-Hare:
. 
Ползунок «Черепаха-Заяц» позволяет вам контролировать, насколько агрессивными будут ваши стрижки…
Ползунок «Черепаха-Заяц» позволяет вам контролировать, насколько агрессивными будут ваши порезы, но он также делает некоторые другие интересные вещи. Вы заметите, что при перемещении вправо настройки меняются с чистовой на чистовую на черновую. Настройки чистовой обработки будут оптимизированы для оптимальных участков чистовой обработки поверхности, в то время как грубая обработка будет оптимизирована для более высокой скорости съема материала.И G-Wizard сделает все это в пределах возможностей вашего станка, с учетом утонения стружки и множества других факторов, чтобы избежать неприятностей. При вычислении учитывается почти 60 переменных.
8: Иногда ваша машина не может работать достаточно быстро или достаточно медленно. Что тогда?
Иногда необходимые оптимальные значения подачи и скорости выходят за пределы любой возможной комбинации скорости подачи и частоты вращения шпинделя, которую может сделать ваш станок. Это особенно характерно для DIY-фрезерных станков с ЧПУ, потому что их шпиндели фрезерных станков работают на очень высоких оборотах, часто не могут быть сильно замедлены, в то время как их доступные скорости подачи от шаговых двигателей могут быть совсем не очень высокими.Для мягкого материала может потребоваться более высокая скорость подачи, чем может обеспечить ваш станок, даже при самой низкой скорости шпинделя. Или, возможно, вы пытаетесь резать более твердый материал и не можете вращать шпиндель достаточно медленно, чтобы он выдержал этот материал.
Что делать?
Существует множество приемов и приемов, позволяющих обойти эти ограничения. Сюда входят такие вещи как:
- Меньшие фрезы работают с более высокими оборотами, фрезы большего диаметра работают с меньшими оборотами.Измените диаметр фрезы на более удобный диапазон скорости вращения шпинделя.
- Количество канавок на фрезе изменяет скорость подачи при заданных оборотах. Вы даже можете приобрести фрезы с одной канавкой, если необходимо снизить скорость подачи.
Я не хочу вдаваться в подробности в этой статье, потому что у нас есть целая статья о том, как выйти за пределы диапазона производительности вашего компьютера. Проверьте это, если вы чувствуете, что выходите за эти пределы.
9: Убедитесь, что ваша деталь надежно закреплена
Это так важно, и часто новичкам сложно понять:
Ваша заготовка должна прочно удерживаться.Если он сместится во время обработки, даже немного, вы, вероятно, сломаете фрезу. Даже если он не смещается, вибрация в заготовке ужасна для обработки поверхности и ухудшает стойкость инструмента.
10: Купите приличные резаки, недорого подвал
Ваш фрезерный станок с ЧПУ оснащен высокоскоростным шпинделем — ему нужны фрезы достойного качества. Покупайте твердосплавные фрезы известных брендов. Это стоит дополнительных затрат. Позже, когда вы будете уверены в своей технике, вы сможете попробовать резаки для подвалов по выгодной цене.Возможно, они вам не сильно понравятся, но, по крайней мере, вы будете знать, что они являются причиной проблем, которые внезапно возникли, когда вы начали их использовать.
Вам не нужно покупать супер-премиальные огранщики из Solid Green Unobtanium и покрытые Слезами Спящих Ангелов. Просто обратитесь к уважаемому бренду. Если вам интересно, кто это, ознакомьтесь с нашим опросом по инструментам. Он покажет вам относительную популярность брендов, которые предпочитают использовать наши читатели. Вот лучшие бренды из нашего опроса 2015 года:

Вы, наверное, не ошибетесь, выбрав любой из этих брендов…
11.Достойное программное обеспечение CAM будет иметь значение
Хорошо, последнее — приличное программное обеспечение CAM будет иметь значение. Это будет иметь значение, если вам будут предложены более удобные траектории инструментов и правильные параметры, которые помогут вам поступать правильно. Например, поговорим о том, как резак попадает в карман. Он может врезаться, наклоняться, наклоняться по спирали или входить в существующее отверстие. Эти варианты делаются в обратном порядке по отношению к долговечности вашей концевой фрезы. Самый простой — по возможности зайти в существующую дыру. Вероятно, это будет происходить не очень часто, и ваш CAM может даже не предлагать такой вариант.Следующий лучший вариант — спуститься по спирали, чтобы проделать отверстие, а затем спуститься вниз. Абсолютно худший вариант для ножа — просто нырнуть прямо вниз. Если вы можете избежать погружения, пожалуйста. Если вам необходимо врезаться, по крайней мере, снизьте скорость до правильной подачи. G-Wizard вычисляет это каждый раз автоматически.
Заключение для облегченных маршрутизаторов
Фрезерные станки с ЧПУимеют многие из тех же проблем, что и любой фрезерный станок с ЧПУ — на самом деле они являются фрезерами определенного типа. Но у них есть свои особые проблемы, поскольку они обычно используют шпиндели с гораздо более высокой частотой вращения и гораздо менее жесткие рамы.Мы перечислили одиннадцать тем, чтобы повысить вероятность успеха для начинающих.
.То, то, то, то | LearnEnglish Teens
Софи: Дорогая, привет, это я.
Дейзи: Привет, мам.
Софи: Послушайте, я немного тороплюсь, но вы можете мне помочь на минутку?
Дейзи: Эммм … да.
Софи: Ну, я делаю покупки на Рождество, и мне нужен ваш совет. Посмотрите. Я здесь, на рынке. Подожди, я поставлю видео, хорошо? Послушайте, что вы думаете об этом для вашего дяди Боба?
Ромашка: Ммм… Я никогда не видела дядю Боба в таких брюках, но они классные! Может, ему в жизни нужно немного цвета ?!
Софи: Я не уверена … но, возможно, вы правы. Я имею в виду, они из чистого шелка. Хорошо, ты думаешь, они идеально подходят Бобу?
Дейзи: Ну, я не сказал точно «идеальные», но я уверен, что они ему понравятся. Вау, этот рынок выглядит потрясающе. Красиво и красочно.
Софи: Это прекрасно, Дейзи. Я обязательно привезу тебя в следующий раз.
Дейзи: Ты всегда так говоришь, мама!
Софи: Я знаю, дорогая, но у тебя есть школа, и ты знаешь, что это работа!
Дейзи: Да, я знаю. Это все работа, работа, работа.
Софи: Дейзи, еще один вопрос — что насчет этой рубашки для Оливера?
Дейзи: Для Олли? Да, мама, ему это понравится. Нет, подожди, а что там, позади тебя? Тот, что в цветах.
Софи: Это? В самом деле? Как ты думаешь, это стиль Олли? Немного громко, правда? Обычно ему нравятся более темные цвета… и я не уверен насчет цветов.
Дейзи: О, ему это понравится, мама. По крайней мере, он не заблудится темной ночью!
Софи: Да, может быть … у него недавно появилась одежда более ярких цветов. Хорошо, я куплю это для дяди Боба и эту рубашку для Оливера, и вы получите сюрприз!
Дейзи: Прекрасно, мама! Когда ты приедешь домой?
Софи: Я буду там в понедельник, хорошо? Тогда увидимся, любимый.
Дейзи: Хорошо, мама, до скорой встречи. Береги себя.
Оливер: Это была мама?
Софи: Ага.
Оливер: Есть новости?
Софи: Нет, она была на рынке, делала рождественские покупки.
Оливер: О нет! Это будет один из тех лет «экзотических» подарков, не так ли?
Софи: Боюсь, да! Это будет еще одно странное Рождество! Вы помните тот год, когда она только что вернулась из Перу?
Оливер: О нет!
.10 лучших онлайн-катеров бесплатно
Онлайн-решения всегда просты, но эффективны, поэтому вы выбираете инструмент для обрезки онлайн-видео , когда вам нужно сократить видео или вырезать ненужный контент в вашем видео. На рынке существуют десятки онлайн-видео резаков и триммеров, как определить, соответствует ли выбранный вами онлайн-инструмент вашим требованиям?
3 основных, но важных критерия, о которых нужно помнить.
1. Бесплатные онлайн-триммеры для видео лучше, чем платные. Все онлайн-инструменты — это базовые видеоредакторы, которые поддерживают только нарезку видео. Если вы выберете платный онлайн-инструмент, вам лучше приобрести профессиональный и функциональный видеоредактор, такой как Filmora Video Editor.
2. Проверьте, совместим ли он с вашими браузерами.
3. Самое главное, что вам нужно проверить и убедиться, что онлайн-сайт безопасен, в общем, вы должны загружать свои собственные видео на их сервер.
Чтобы сэкономить ваше время, мы собираем в этом посте 10 лучших бесплатных онлайн-сайтов для обрезки видео.
Часть 1. 5 лучших бесплатных онлайн-видео нарезок
Не плачьте из-за того, что вам не хватает любимого устройства для обрезки видео, когда следующие пять доступны на рынке и готовы к вашему рассмотрению:
# 1: Aconvert Online Video Cutter
Aconvert Online Video Cutter — бесплатное решение для обрезки видео без загрузки.С помощью этого онлайн-триммера видео вы можете импортировать видео размером до 200 МБ, выбрать начальную позицию и продолжительность видео, а затем сохранить вырезанное видео. Это по-прежнему большой размер файла, и на сайте есть много других полезных функций, которые помогут редактировать ваше видео.
Цена: Бесплатно
Плюсов:
- Поддерживает как локальный файл, так и онлайн-источник видео;
- Этот онлайн-видео резак поддерживает большое количество видеоформатов.
Минусы:
- Размер видеофайла не может превышать 200 МБ.
# 2: Панель инструментов видео
В бесплатном видеоредакторе Video ToolBox есть расширенный файловый менеджер, который позволит вам скачивать, а также загружать ваши видео файлы на другие онлайн-сайты. Добавляйте водяные знаки к видеофайлу с помощью этого редактора в дополнение к другим основным задачам редактирования, таким как слияние и обрезка.Он более гибкий, потому что у вас будет выбор использовать расширенный или простой режим редактора. Кроме того, он поддерживает широкий спектр форматов файлов.
Цена: Бесплатно
Плюсов:
- Обрабатывает видео размером до 300 МБ;
- Конвертация видео в основные форматы.
Минусы:
# 3: Pixorial
Бесплатная онлайн-программа для обрезки видео Pixorial предлагает возможности совместного редактирования видео, которых у вас никогда не было.Это будет включать в себя обрезку и комбинирование различных видеоклипов в дополнение к созданию заголовков, текстов, добавлению музыки и титров. Самым большим преимуществом Pixorial является то, что вам понравится до 500 музыкальных треков, которые не требуют лицензионных отчислений.
Цена: Бесплатно
Плюсов:
- Легко персонализировать и преобразовывать видео в высококачественную продукцию.
Минусы:
# 4: Видеоредактор Cellsea
Бесплатная онлайн-программа для обрезки видео от Cellsea Video Editor позволяет загружать видео с компьютерной системы и с таких сайтов, как YouTube.Он имеет несколько параметров настройки для редактирования видео, которые вам понравятся.
Цена: Бесплатно
Плюсов:
- Предлагает гибкие возможности редактирования, включая обрезку.
Минусы:
- Максимальный размер файла — 25 МБ.
# 5: Видеоредактор FileLab
Самым большим преимуществом использования этого видеоредактора является его простой интерфейс, который позволяет вам вырезать видео с удобным интерфейсом.Вы сможете бесплатно выполнять стандартные задачи редактирования, такие как смешивание видеороликов, вращение, объединение, разделение и вырезание видеороликов. Он позволяет добавлять наложенные видео и устанавливать их правильное направление, положение и прозрачность.
Цена: Бесплатно
Плюсов:
- Профессиональные возможности редактирования видео с большим количеством эффектов;
- Поддерживает все ключевые форматы видео.
Минусы:
Часть 2. Топ-5 лучших онлайн-программ для обрезки больших файлов
Многие онлайн-программы для обрезки видео имеют ограничение на размер файла. Так что для обрезки больших видео файлов лучше использовать настольную программу. Но если вам по-прежнему нужен онлайн-видеоредактор для больших файлов, вы можете попробовать:
# 1: Онлайн-редактор видео Clipchamp
Clipchamp Online Video Editor — это профессиональный онлайн-редактор видео без загрузки в браузере.Этот полезный онлайн-инструмент не ограничивает размер файла. Он также имеет другие полезные функции, помимо углубленного резака, такие как оптимизация видео и возможности обмена в Интернете. Online Video Editor имеет разные тарифные планы, но вы можете выбрать бесплатный и без проблем обрезать видео.
Цена: Бесплатно за 5 видео в месяц.
Плюсов:
- Нет ограничений по размеру файла;
- Множество вариантов редактирования видео.
Минусы:
# 2: видеоредактор YouTube
Онлайн-инструмент для редактирования видео YouTube Video Editor разработан для редактирования видео для загрузки на YouTube и имеет безграничные возможности, которыми вы можете наслаждаться. Есть специальные эффекты, которые помогут улучшить внешний вид вашего видео; инструмент размытия поможет вам защитить конфиденциальность вашего видео, в то время как добавить саундтрек к вашему видео очень просто.Если у вас есть несколько видеофайлов и вы хотите объединить их в один файл, этот редактор поможет в этом.
Цена: Бесплатно
Плюсов:
- Видеоредактор YouTube прост в освоении.
- Видеоредактор YouTube быстро обрабатывает видео.
Минусы:
# 3: WeVideo
Вы получите WeVideo как премиальную и бесплатную версию, но вы должны выбрать последнюю, чтобы сэкономить средства.Сравнение двух версий покажет минимальные различия в функциях и преимуществах его использования. Его объем онлайн-хранилища составляет 1 ГБ и поддерживает почти все форматы видеофайлов. С этой бесплатной версией вы столкнетесь с некоторыми ограничениями. Разрешение видео составляет 360p, а экспорт ограничен 15 минутами воспроизведения в месяц.
Цена: Бесплатно
Плюсов:
- Очень проста в использовании.
- Индивидуальные возможности редактирования видео.
Минусы:
# 4: Инструмент для обрезки онлайн-видео
Online Video Cutter — это бесплатный онлайн-инструмент для обрезки видео, созданный 123Apps. С помощью этого онлайн-резака вы можете импортировать файлы, вырезать, настраивать и сохранять их. Этот сервис позволяет загружать до 500 МБ видеоматериалов, чего достаточно для вырезания любого из ваших видеороликов.
Цена: Бесплатно
Плюсов:
- Очень проста в использовании.
- После загрузки файла вы можете выбрать качество и формат выходного файла.
Минусы:
# 5: YouTube Cutter
Youtube Cutter — это бесплатный онлайн-инструмент для обрезки видео, который позволяет вырезать загруженные видео на YouTube.Он имеет очень простой пользовательский интерфейс, в котором вы ищите или вставляете видео, а также используете встроенные инструменты для обрезки видео. Он использует ползунок начала и конца, чтобы вы могли настроить, какую часть видео вы хотите обрезать.
Цена: Бесплатно
Плюсов:
Минусы:
- Поддерживает только видео с YouTube.
Часть 3.Превосходный инструмент для обрезки видео для настольных ПК — Filmora Video Editor
Иногда вам может понадобиться добавить к видео дополнительные эффекты. Если вы по-прежнему предпочитаете комбинировать и поворачивать видео, применять PIP, мозаику и другие спецэффекты, то вам нужно больше, чем резак для видео. Более того, у вас более высокие требования к качеству видео, вы хотите обрезать видео без потери качества. Для этого я порекомендую вам Filmora Video Editor для Windows (или Filmora Video Editor для Mac).
Filmora Video Editor
- Как надежная и полезная программа, она поддерживает сотни видео и аудио форматов.
- Он позволяет вырезать, комбинировать, добавлять фильтры, переходы и другие интересные эффекты к вашему видео.
- Он объединяет несколько эффектов, применяя эффекты PIP или разделенного экрана.
- Быстро сохраняет ваше окончательное видео в любом формате или загружает напрямую в социальные сети, такие как YouTube и Vimeo.
- …
Как использовать Filmora Video Editor, чтобы вырезать видео? Руководство можно включить в 3 этапа:
1. Импортируйте видеоклипы и перетащите их на шкалу времени;
2. Нажмите на видео и перетащите ползунок в нужное место;
3. Щелкните значок ножниц.
Готово! Вы можете экспортировать вырезанное видео на свое собственное устройство, например iPhone, Android или ПК.
Напишите в конце
Выше перечислены 10 надежных онлайн-устройств для обрезки видео и одно профессиональное устройство для обрезки видео. Чтобы помочь вам принять правильное решение, у меня есть несколько предложений.
Если вы просто хотите обрезать и вырезать видео, я думаю, что 10 бесплатных онлайн-инструментов для обрезки видео без загрузки могут удовлетворить ваши требования.
Если вы хотите создать привлекательное и стильное высококачественное видео, очевидно, что онлайн-нарезка видео не для вас. Вы можете использовать профессиональный инструмент для обрезки и обрезки видео, например Filmora Video Editor, Adobe AE, Final Cut Pro и т. Д.
В любом случае, все эти методы могут помочь вам разделить видео на части онлайн и быстро вырезать видео онлайн, я считаю, что вы можете сделать удовлетворительное видео.Удачи!
Статьи по теме и советы
.